
- 首页 >
- > 发酵罐焊接工艺流程图
更新时间:2026.07.26




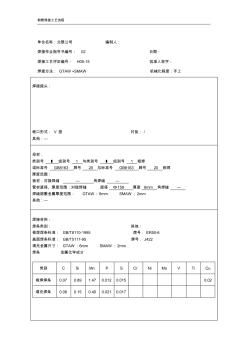
钢管焊接工艺流程 单位名称:北限公司 编制人: 焊接作业指导书编号: 02 日期: 焊接工艺评定编号: H05-15 批准人签字: 焊接方法: GTAW +SMAW 机械化程度:手工 焊接接头: 破口形式: V 型 衬垫: / 其他:— 母材: 类别号 Ⅰ 组别号 1 与类别号 Ⅰ 组别号 1 相焊 或标准号 GB8163 牌号 20 与标准号 GB8163 牌号 20 相焊 厚度范围: 板材:对接焊缝 — 角焊缝 — 管材直径、厚度范围:对接焊缝 直径 Ф159 厚度 8mm 角焊缝 — 焊缝熔敷金属厚度范围: GTAW:6mm SMAW:2mm 其他:— 焊接材料: 焊条类别: 其他: 根焊焊条标准: GB/T8110-1995 牌号: ER50-6 盖面焊条标准: GB/T5117-95 牌号: J422 填充金属尺寸: GTAW:6mm SMAW:2mm 焊条
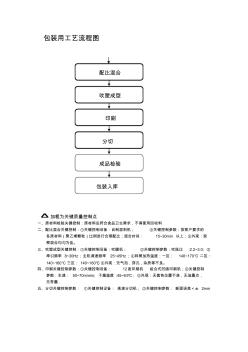
包装用工艺流程图 加粗为关键质量控制点 一、原材料检验关键控制:原材料应符合食品卫生需求,不得使用回收料 二、配比混合关键控制:①关键控制设备:自制混料机; ②关键控制参数:按客户要求的 各原材料(聚乙烯颗粒)比例进行合理配比;混合时间: 15~30min 以上;③外观:观 察混合均匀为佳。 三、吹塑成型关键控制:①关键控制设备:吹膜机; ②关键控制参数:吹胀比 :2.2~3.0; ③ 牵引频率 8~30Hz;主机调速频率 25~45Hz;④料筒加热温度:一区: 140~170℃ 二区: 140~160℃ 三区: 140~160℃;⑤外观:无气泡,穿孔,杂质等不良。 四、印刷关键控制参数:①关键控制设备: 12座印刷机 组合式凹版印刷机;②关键控制 参数:车速: 50~70m/min; 干燥温度 :45~65℃ ; ③外观:无套色位置不准,无油墨点, 无带墨 . 五、分切关键控制参数:
热门知识
发酵罐焊接工艺流程图-
话题: 建筑设计fang854288
-
话题: 工程造价wanghua588
精华知识
发酵罐焊接工艺流程图-
话题: 工程造价zhang770724
最新知识
发酵罐焊接工艺流程图-
话题: 工程造价jiangdewang
-
话题: 建筑设计xionggang123
专题概述
发酵罐焊接工艺流程图知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关发酵罐焊接工艺流程图最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:发酵罐焊接工艺流程图
相关话题
资料下载
相关资讯
发酵罐焊接工艺流程图相关专题
- 楼面砼裂缝如何防范
- 卡基诺金做楼梯好
- 卡曼石材做门槛石好看么
- 卡式炉是什么安全吗
- 卡特挖掘机型号怎么分
- 开发商建房地下溶洞问题
- 开发商建房流程有哪些
- 开放漆木门好不好
- 开放性阳台的保温如何做
- 卡特挖掘机的型号怎么区分
- 工程项目用地、报建、施工、验收及产权取得系统流程图
- 工程项目建设流程图
- 埋弧焊焊接工艺及操作方法
- 公路工程施工工艺大全路基工程光面爆破施工工艺流程图
- 建筑施工单位夜间作业产生环境噪声污染行政处罚流程图
- 基于田口方法铸铝A356焊接工艺参数优化
- 压力容器焊接常用术语常用焊接工艺比对种类图解定义焊材
- 排污许可证核发流程图
- 钢结构钢构件焊接工程检验批质量验收记录
- 焊接工艺在LNG储罐9%镍钢焊接中的应用
- 常用分项工程施工流程图以上结构工程施工程序
- 15CrMoR+0Cr18Ni9不锈钢复合钢板焊接工艺
- 武汉军山长江公路大桥钢箱梁制造及工地焊接工艺质量控制
- 大型浮式起重机臂架Q690E高强钢的FCAW焊接工艺
- 低碳调质高强钢WQ960E实际生产中焊接工艺参数选择
- 地震观测环境保护范围内的建设工程项目的许可运行流程图
- 仓房维修改造进行指导、管理、监督检查和验收工作流程图
- 焊接收缩变形标准
- 调质处理后焊接性能
- 国标普通焊接钢管标准
- 焊接工艺评定报告样本
- 太阳能电池板怎么焊接
- 屋顶钢架可以焊接么
- 塔吊基础接地焊接图片
- 塔吊基础接地怎么焊接
- 激光焊接机的主电路
- 激光焊接机原理
- 焊接链接疲劳性能
- 钢骨架塑料复合管焊接
- 焊接球焊接网架
- 焊接球网架拼装图片
- 焊接球网架焊接应力
- 网架消除焊接应力
- 45号钢 焊接性能
- 几号钢焊接性能好
- 45号钢用什么焊丝焊接
- 汽车消音器焊接处漏水
- 焊接烟雾过滤器
- dn200焊接钢管壁厚标准
- 焊接钢管的壁厚
- 焊接钢管壁厚允许偏差
- 焊接钢管国标厚度表
- sc20焊接钢管国标壁厚
- 焊接钢管ab系列
- 焊接工艺评定新标准
- 自动焊接工艺
- 焊接工艺评定任务书