




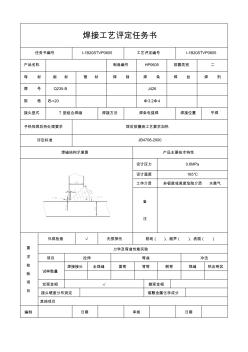
焊接工艺评定任务书 任务书编号 I-1B20STVP0605 工艺评定编号 I-1B20STVP0605 产品名称 制造编号 HP0605 容器类别 二 母 材 板 材 管 材 焊 财 焊 条 焊 丝 焊 剂 牌 号 Q235-B J426 规 格 δ=20 Φ3.2Φ4 接头型式 T 型组合焊缝 焊接方法 焊条电弧焊 焊接位置 平焊 予热和焊后热处理要求 焊后按搪烧工艺要求加热 评定标准 JB4708-2000 焊缝结构示意图 产品主要技术特性 设计压力 0.6MPa 设计温度 165℃ 工作介质 非极度或高度危险介质 水蒸气 备 注 要 求 检 验 项 目 外观检查 √ 无损探伤 射线( )、超声( )、表面( ) 力学及弯曲性能实验 项目 拉伸 弯曲 冲击 试样数量 焊接接头 全焊缝 面弯 背弯 侧弯 焊缝 热应响区 宏观金相 √ 微观金相 接头硬度分布测定 熔敷金属化学成

焊接工艺评定作业指导书 任务书编号 2010HJPD-L-A 工艺评定编号 2010HJPD-L-A 第 1 页 共 2 业 母材 板 材 管 材 垫 板 焊材牌号、规格 底 层 面 层 牌号 Q235-B / / E4316 E4316 E4316 规格 δ=6 / / Φ3.2 Φ3.2 Φ3.2 设计压力 2Kpa 设计温度 常温 工作介质 石油及石油产品、水 坡口、间隙焊道分布及顺序图 25-30 对接焊 30 搭接焊1 6 6 6 6 6 搭接焊2 /200 100 6 接头型式 全熔透对接、搭接 焊前予 热 加 热 方 式 温 度 范 围 层 间 温 度 测 温 方 法 焊接方法 手工电弧焊 \ \ \ \ 焊后热 处理 种 类 高于 AC3 加 热 方 式 火焰 \ \ \ 焊接位置 平焊
焊接工艺评定任务书相关专题
- 铸铁阀门有裂缝怎么焊接
- 建筑施工中钢筋焊接长度
- 焊接法兰阀门需要法兰片不
- 焊接钢管内防腐怎么施工
- 焊接施工单价如何确定
- 焊接式阀门如何试压
- 工地大门是怎么焊接的
- 现执行的国家焊接施工标准
- 干挂石材挂件能否焊接
- 高层建筑均压环焊接
- 园林绿化技术资料钢结构油漆分项工程质量检验评定表
- 应用亚温淬火工艺解决45钢槽型螺母淬裂问题的探索
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 中国焊接学会堆焊及表面工程专委会
- 渗透型建筑物硅橡胶防水涂料的制备工艺及其制品
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 椭圆截面螺旋等通道挤压制备超细晶材料的新工艺
- 基于CMOS工艺的二维风速传感器的设计和测试
- 岳城水库大副坝防渗墙塑性混凝土施工工艺及质量控制
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 无机材料工艺学课程改革探索
- 乙酰丙酮测定水性内墙涂料中甲醛含量的不确定度评定
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 整体式抛填侧向爆破施工工艺在爆破挤淤施工中的应用
- 园林绿化技术资料仿古混凝土分项工程质量检验评定表
- 在32‰大坡道地段架设铁路T梁施工工艺及技术