




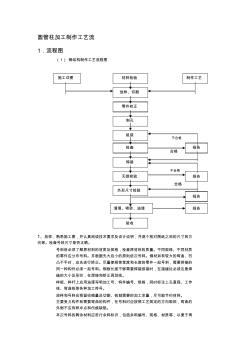
圆管柱加工制作工艺流 1.流程图 (1) 钢结构制作工艺流程图 不合格 合格 不合格 合格 1、放样、熟悉施工图,并认真阅读技术要求及设计说明,并逐个核对图纸之间的尺寸和方 向等。检查号料尺寸是否正确。 号料前必须了解原材料的材质及规格,检查原材料的质量。不同规格、不同材质 的零件应分布号料。并根据先大后小的原则依次号料。钢材如有较大的弯曲、凹 凸不平时,应先进行矫正。尽量使相等宽度和长度的零件一起号料,需要拼接的 同一种构件必须一起号料。钢板长度不够需要焊接拼接时,在接缝处必须注意焊 缝的大小及形状,在焊接和矫正再划线。 样板、样杆上应用油漆写明加工号、构件编号、规格,同时标注上孔直径、工作 线、弯曲线等各种加工符号。 放样和号料应预留收缩量及切割、铣刨需要的加工余量,尽可能节约材料。 主要受力构件和需要弯曲的构件,在号料时应按照工艺规定的方向取料,弯曲的 外侧不应有样冲点和伤痕缺陷。
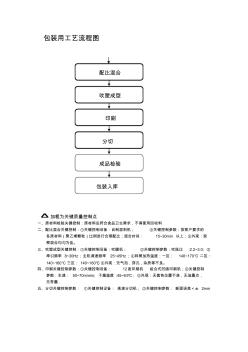
包装用工艺流程图 加粗为关键质量控制点 一、原材料检验关键控制:原材料应符合食品卫生需求,不得使用回收料 二、配比混合关键控制:①关键控制设备:自制混料机; ②关键控制参数:按客户要求的 各原材料(聚乙烯颗粒)比例进行合理配比;混合时间: 15~30min 以上;③外观:观 察混合均匀为佳。 三、吹塑成型关键控制:①关键控制设备:吹膜机; ②关键控制参数:吹胀比 :2.2~3.0; ③ 牵引频率 8~30Hz;主机调速频率 25~45Hz;④料筒加热温度:一区: 140~170℃ 二区: 140~160℃ 三区: 140~160℃;⑤外观:无气泡,穿孔,杂质等不良。 四、印刷关键控制参数:①关键控制设备: 12座印刷机 组合式凹版印刷机;②关键控制 参数:车速: 50~70m/min; 干燥温度 :45~65℃ ; ③外观:无套色位置不准,无油墨点, 无带墨 . 五、分切关键控制参数:
热门知识
纺织工艺流程图-
话题: 工程造价jiangdewang
精华知识
纺织工艺流程图-
话题: 建筑设计xionggang123
最新知识
纺织工艺流程图-
话题: 建筑设计wuya123456
-
话题: 建筑设计dksunrong1
纺织工艺流程图相关专题
- 纺织厂适用的灭火器
- 纺织厂安全管理
- 纺织厂喷雾降尘管用
- 纺织厂细纱车间怎么管理
- 常州青龙有多少纺织厂
- 纺织陶瓷配件
- 工业纺织陶瓷
- 纺织陶瓷
- 氧化锆纺织陶瓷
- 纺织陶瓷材质
- 应用亚温淬火工艺解决45钢槽型螺母淬裂问题的探索
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 渗透型建筑物硅橡胶防水涂料的制备工艺及其制品
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 椭圆截面螺旋等通道挤压制备超细晶材料的新工艺
- 基于CMOS工艺的二维风速传感器的设计和测试
- 岳城水库大副坝防渗墙塑性混凝土施工工艺及质量控制
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 无机材料工艺学课程改革探索
- 整体式抛填侧向爆破施工工艺在爆破挤淤施工中的应用
- 在32‰大坡道地段架设铁路T梁施工工艺及技术
- 异种钢焊接接头退火工艺
- 新型随钻堵漏剂ZTC-1的生产工艺及性能评价
- 整理装饰装修施工工艺与质量通病与防治措施(全套)
- 增强水泥(GRC)聚苯复合板外墙保温施工工艺标准
- 振动冷却斜管处理工艺对A357合金凝固组织的影响
- 中国工艺美术学会玻璃艺术专业委员会理事会