





钢管焊接质量的好坏直接影响钢管使用的可靠性和抗腐蚀性 ,由于种种原因 ,钢管端部的圆度往往不能满足焊接要求。提出用千斤顶、适当长度的枕木和钢垫片或木垫片等材料辅助拼接的操作方法保证钢管的圆度 ,以使接头部位很好地重合 ,保证钢管的施工质量
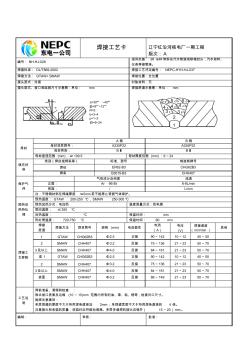
焊接工艺卡 辽宁红沿河核电厂一期工程 版次: A 编号: NH-HJ-028 适用范围: 3# &4#常规岛汽水管道或联箱封头,汽水取样、 仪表等接管座。 焊接标准: DL/T869-2002 焊接工艺评定编号: NEPC-HYH-HJ-037 焊接方法: GTAW+ SMAW 焊接位置:全位置 接头型式:对接 衬垫材料:无 接头型式、坡口和组装尺寸示意图:单位: mm a=30° ~40° β=8°~12° R=5 b=3~4 p=1~2 δ=9~24 R 焊接层道示意图:单位: mm 1 2 3 1 3 2 4 1 4 2 4 3 5 1 5 2 5 3 母材 A 侧 B 侧 母材材质牌号: A335P22 A335P22 母材类别: BⅠ BⅠ 母材直径范围 (mm):≥ 109.5 母材厚度范围 (mm):9~24 填充材 料 类别(焊丝或焊条等) 标准、型号 制造商
热门知识
钢结构焊口精华知识
钢结构焊口-
话题: 路桥市政mt19741976

最新知识
钢结构焊口-
话题: 结构设计lixiao0909

相关问答
钢结构焊口-
话题: 暖通空调langren001

钢结构焊口相关专题
- 卡套连接的钢塑管
- 开钢管厂需要什么机器
- 开个钢材加工部需要多少钱
- 开口钢桩尖
- 开口钢桩尖套什么定额
- 看守所钢网墙的标准
- 看图看钢筋图
- 抗拔桩钢筋为什么要通长
- 抗拔桩钢筋最低含量是多少
- 抗水板中钢筋的计算
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 园林绿化技术资料钢结构油漆分项工程质量检验评定表
- 展厅A1屋面钢结构工料机表【XX会展综合体项目】
- 中国焊接学会堆焊及表面工程专委会
- 张家口市中心城区污水排水管网在线监测系统设计
- 在地铁建设、运营中屏蔽门系统与相关专业的接口分析
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 中博会展中心C1区钢结构屋面大型主桁架的施工技术
- 云南洱海桃溪河口净化工程的设计思路及初步净化效果
- 中国对美国出口的商品结构、比较优势及其稳定性分析
- 中国钢结构承包市场调查及未来五年投资前景评估报告
- 在建筑钢结构工程中美国标准设计的高强构件替代
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 以太网POE交换机供电网口温湿度传感器使用说明书
- 调整焊管工业结构
- 圆钢管混凝土K型焊接管板节点试验和有限元分析