




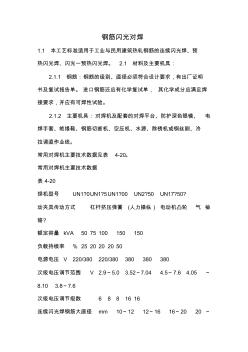
钢筋闪光对焊 1.1 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊、预 热闪光焊、闪光一预热闪光焊。 2.1 材料及主要机具: 2.1.1 钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明 书及复试报告单。 进口钢筋还应有化学复试单, 其化学成分应满足焊 接要求,并应有可焊性试验。 2.1.2 主要机具:对焊机及配套的对焊平台、防护深色眼镜、 电 焊手套、绝缘鞋、钢筋切断机、空压机、水源、除锈机或钢丝刷、冷 拉调直作业线。 常用对焊机主要技术数据见表 4-20。 常用对焊机主要技术数据 表 4-20 焊机型号 UN1?0 UN1?5 UN1?00 UN2?50 UN17?50? 动夹具传动方式 杠杆挤压弹簧 (人力操纵 ) 电动机凸轮 气 椧 貉? 额定容量 kVA 50 75 100 150 150 负载持续率 % 25 20 20 20 50 电源电压 V 220/

钢筋闪光对焊机功率相关专题
- 看图看钢筋图
- 抗拔桩钢筋为什么要通长
- 抗拔桩钢筋最低含量是多少
- 抗水板中钢筋的计算
- 抗震钢筋当做普通钢筋送检
- 抗震钢筋有标准
- 抗震钢筋问题
- 空心屋面板钢筋大小及根数
- 空心板的钢筋是什么型号的
- 空心楼板盖怎么算钢筋
- 在砌块配筋砌体中使用的新型钢筋直螺纹连接套筒
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 圆形截面预应力钢筋混凝土悬臂式支护桩的分析与应用
- 中、小跨径钢筋混凝土拱桥现浇支架(拱架)设计指南
- 圆形截面钢筋混凝土受弯构件正截面承载力的简化计算
- 应用TAT和SATWE对钢筋混凝土框剪结构
- 应用型人才培养为导向的高等钢筋混凝土结构课程改革
- 有抗震结构设计要求的建筑必须要使用HRBE钢筋吗
- 依萨河二级水电站钢衬钢筋混凝土地面管与应用
- 柘溪水电站引水隧洞钢筋混凝土衬砌结构的可靠性分析
- 影响砌体墙钢筋混凝土墙组合结构抗震性能的因素
- 整理了一些钢筋对工程量时候容易漏算或者忽视的项目
- 振弦式钢筋计在预应力管桩成桩过程中的安装工艺
- 工程建设资料档案记录管理表格原材料及钢筋加工检验批
- 感应加热快速处理全螺纹钢筋研制与力学性能分析
- 公路工程管理用表范本预应力钢筋冷拉记录表
- 工程施工质量验收结构实体检验钢筋保护层厚度检测方案