




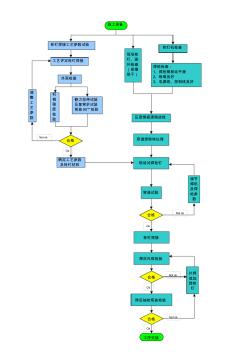
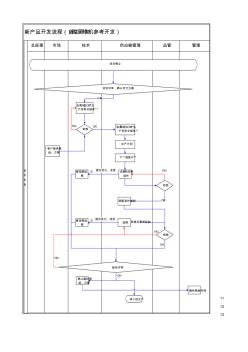
11 12 13 新产品开发流程(自主开发/购买样机参考开发) 供应链管理技术 品管市场总经理 管理 自 主 开 发 项目确立 出图纸、BOM,“生 产资料交接单” 项目评审,确认可行方案 OK OK 审核 下“调度令” 生产计划 转小批生产 自制/外协零 部件 检验 装配首件试制 OK NG 检验 返修 返修后重新检验 NG OK 修改图纸、方 案 提出优化、改进 签收图纸、BOM,“生 产资料交接单” 修改图纸、方 案 提出优化、改进 确认最终图 纸、方案 最终图纸存档 验收评审 NG OK NG 客户提供图 纸、方案 13 14 新产品开发流程(自主开发/购买样机参考开发) 供应链管理技术 品管市场总经理 管理 购 买 样 机 参 考 开 发 采购样品设备 是否最优方案 项目确立 出图纸、 BOM,“生产资 料交接单” 项目评审,确认可行方案 签收图纸、 BOM,“生产资 料交接单”
供暖开栓流程相关专题
- 莱阳富霖居什么时候供暖
- 莱州龙泰供热公司供暖问题
- 磊鑫伊顿阳光供暖怎么样
- 黎明柳林苑什么供暖公司
- 楼房供暖问题
- 中建幸福城什么时候供暖
- 住宅的供暖方式有哪些
- 住宅楼供暖的温度是几度
- 自供暖暖气不热怎么办
- 长春新嘉坡城的供暖如何
- 制度流程管理规定发布、作废、制定、审核、批准
- 中海地产广州公司精装修工程管理流程之工程管理资料
- 引进10000m^3/h空分设备的流程及安装特点
- 在这里卡住 防止螺栓连接松弛的成对的楔形锁紧盘
- 中国施工企业管理协会关于召开第二十二次年会的通知
- 有关水电站小开度甩负荷工况水击压力骤升问题
- 制造流程中卧式离心水泵与立式离心水泵应该怎么挑选
- 正交试验在低合金耐热螺栓钢热处理硬度控制中的应用
- 招标代理工作流程(20200730121529)
- 怎样确定消火栓的保护半径和消防水枪的充实水柱长度
- 有色建筑综合管网(供暖改造)工程施工组织设计
- 招标代理工作流程(20200730121318)
- 以浸没式超滤膜为核心的短流程净水工艺的应用与思考
- 中华人民共和国行业标准地面辐射供暖技术规程
- 制定、优化和监控产品线路标规划的流程、方法和工具
- 中国建筑业协会召开落实分支机构管理办法座谈会
- 在一项工程中预算员所需要了解的的八大工作流程资料