




轧机轴承的安装 轧机轴承的使用寿命,不仅与轴承的质量有关,还与其安装使用的情 况有密切关系。为此应重视轴承安装的技术要求,遵守有关的操作规程。 1、安装前的准备 (1)安装之前应对各配合作,包括辊颈、轴承箱、轴承套圈和轴承箱 盖板等的配合表面进行仔细检查, 检查其尺寸、形状位置精度和配合公盖是否符 合设计的技术要求。 (2)与轴承相配合的表面,辊颈、轴承箱孔及油孔的棱边和毛刺都必 须清除掉,并清洗干净涂上润滑油。 2、四列圆柱滚子轴承的安装 (1)安装迷宫环(防水套) 迷宫环与辊颈的配合一般为较紧的动配合, 安装时需用铜棒轻轻敲进。 迷宫环的两瑞面必须平行并与轴身台肩和轴承内圈紧密贴合。 (2)安装内圈 四列圆柱滋子轴承的内圈与辊颈的配合为过盈配合,安装时应先将内 圈加热到 90- 100 ℃ 。切勿超过 120 ℃ ,以防止内圈冷却后回缩不彻底。加 热方法可用油槽加热也可用感应加热
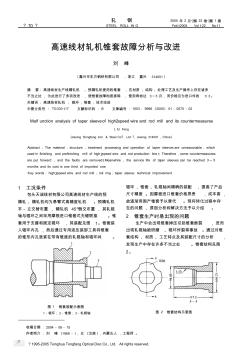
高速线材轧机锥套故障分析与改进 刘 峰 (嘉兴市东方钢铁有限公司 , 浙江 嘉兴 314001 ) 摘 要 : 高速线材生产线精轧机 、预精轧机使用的锥套 , 在材质 、结构 、处理工艺及生产操作上存在诸多 不当之处 , 为此进行了多项改进 , 使锥套故障彻底排除 , 使用寿命达 3~5 月 , 而价格仅为进口件的 1/ 3。 关键词 : 高速线材轧机 ; 辊环 ; 锥套 ; 技术改进 中图分类号 : TG333 117 文献标识码 : B 文章编号 : 1003 - 9996 ( 2005) 01 - 0070 - 02 Malf unction analysis of taper sleeveof high2speed wire and rod mill and its countermeasures L IU Feng (Jiaxing Dongfang Iron &
热门知识
高速线材轧机轴承-
话题: 建筑施工pgmazhe0001
-
话题: 地产家居gongcheng521
精华知识
高速线材轧机轴承-
话题: 工程造价mickeyyeung
最新知识
高速线材轧机轴承-
话题: 地产家居zhy_106912
-
话题: 项目管理nanning521
-
话题: 工程造价vampire1023
-
话题: 地产家居fengyan666sc
高速线材轧机轴承相关专题
- 兰海高速一公里收费多少钱
- 连霍高速全程多少公里
- 龙琅高速有哪6个收费站
- 龙琅高速征地补偿标准
- 智能高速球多用于哪里
- 走高架桥算是高速公路
- 怎么介绍高速钢开孔器
- 长临高速公路的设计规划
- 长深高速公路的建设历程
- 浙江高速公路的建设历程
- 基于MATLAB优化工具箱角接触球轴承优化设计
- 基于ANSYS轿车轮毂轴承内法兰盘力矩刚性分析
- 冷轧油性能对薄板高速冷轧机轧后钢板表面热划伤影响
- 凌钢880mm中宽带热轧厂精轧机主传动电控系统改造
- 某63万吨、年高速线材工程机电设备安装施工组织设计
- 冷轧带钢生产轧机
- 60t电弧炉冶炼GCr15轴承钢终点碳精确控制工艺实践
- 快速以太网在凌钢中宽带热轧厂精轧机主传动改造中的应用
- 九里沟水电站立式水轮机导轴承和主轴密封的技术改造探索
- 全国机械行业首届轴承套圈精制造工职业技能竞赛获奖名单
- NSK轴承HR32952J轴承的详细参数和正确安装方法
- 巴西卡皮瓦尔水电站水轮发电机推力轴承油箱密封结构的改进
- 宝钢宽厚板轧机工程超大型混凝土箱形设备基础结构施工技术
- PIIID复合强化处理轴承钢表面TiN膜层的XPS表征
- 包钢Φ180mm连铸圆坯生产GCr15轴承钢盘条的实践
- 常见电机轴承型号照表
- 大路水电站2水轮发电机组轴线调整及导轴承瓦间隙调整