





基 础 资 料 ( 焊 材 ) 说明: 制定焊接材料消耗工艺定额标准所采用的系数为: 手工焊: G 填(填充金属重量 )= G 条 /0.5 (焊条重量 ); 埋弧自动焊: G 丝(焊丝重量 )=1.1 G 填 G 剂=1.3 G 填; 电渣焊: G 丝=1.05 G 填; 气焊: G 丝=1.05 G 填 (焊铝时: G 丝=1.3 G 填) 氩弧焊: G 丝=1.1 G 填; G 条 = 1.9 G 丝 (G 丝为自动焊、电渣焊、气焊及氩弧焊焊丝定 额) 管子对接焊缝 第 1 页 坡口形式与焊缝 注: 1、表中焊丝为全气焊、全手工氩弧焊定额, 2、表中焊条为手工电焊定额, 3、当采用手工氩弧焊打底,手工电弧焊盖面时,表中焊条应 乘以0.8。另外氩弧焊打底.焊丝按6Kg/100个头计算。 管壁厚度 ( mm ) 焊缝截面积 ( mm2 ) 焊接材料消耗工艺定额Kg / m
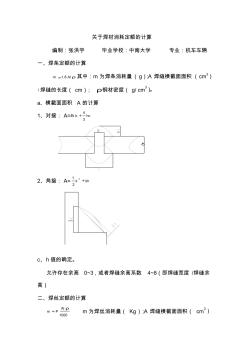
关于焊材消耗定额的计算 编制:张洪宇 毕业学校:中南大学 专业:机车车辆 一、焊条定额的计算 ρAlm 8.1 其中:m 为焊条消耗量(g);A 焊缝横截面面积(cm3) l焊缝的长度( cm) ; ρ钢材密度( g/ cm3)。 a、横截面面积 A 的计算 1、对接: A= hcb 3 4 δ δ 2、角接: A= khk 2 2 1 c、h值的确定。 允许存在余高 0~3,或者焊缝余高系数 4~8(即焊缝宽度 /焊缝余 高) 二、焊丝定额的计算 1000 ρAl Pm m为焊丝消耗量( Kg) ;A 焊缝横截面面积( cm3) L 焊缝的长度( cm);ρ钢材密度( g/ cm3);p损耗系数,气体保护焊 接 p=1.06,埋弧焊 p=1.02。 a、横截面面积 A 的计算 1、对接: A= hcb 3 4 δ (图形同上) 2、角接: A= khk 2 2 1 (图形同上) c、h值
热门知识
焊材计算-
话题: 工程造价sunsun1988
-
话题: 工程造价1107liyong
精华知识
焊材计算最新知识
焊材计算-
话题: 装修工程qq451401909
-
话题: 工程造价twtusrpl123
-
话题: 工程造价wangff901212
-
话题: 工程造价apigdeshijie
焊材计算相关专题
- 开个防水卷材厂生意好
- 沥青防水卷材如何使用
- 沥青防水卷材燃点是多少
- 良精牌防水石材粘合剂
- 助焊剂与洗板水的成份区别
- 自来水供水有几种管材
- 自粘防水卷材优点都有哪些
- 自粘防水卷材P类什么意思
- 自粘防水卷材的优缺点
- 自粘防水卷材如何用
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 云计算技术在城市轨道交通运营指挥管理系统中的应用
- 有源配电网设备利用率影响因子体系及其价值计算方法
- 云计算对企业信息化系统建设和运营的影响分析和改进
- 定征复合板材粘接层性质的非线性超声兰姆波方法
- 中国焊接学会堆焊及表面工程专委会
- 圆形隧道反向曲线隧道中心线两种偏移计算方法的比较
- 引黄济临供水工程一级泵站圆形筒体支护结构计算分析
- 应用贵州省雨洪公式计算施工期设计洪水需注意的问题
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 引用CAD电子图在广联达工程计算软件中的应用技巧
- 中玻新材拟建10条800万m~2Low-E玻璃线
- 中国建材工程亮相SNEC光伏大会暨(上海)展览会
- 中国建材工程建设协会
- 无机材料工艺学课程改革探索
- 圆形截面钢筋混凝土受弯构件正截面承载力的简化计算
- 无收缩预应力混凝土高性能灌浆材料与应用