





针对摆动过程中要根据焊缝的质量及时调节焊接摆动器的焊接速度,同时为了满足摆动速度和摆动宽度的无级可调,本文利用了伺服电机的高响应和精确定位的特性设计了一种执行机构为交流伺服电机的焊接摆动器。焊接摆动器的控制系统采用触摸屏作焊接参数的输入装置;采用PLC控制焊接摆动器的摆动速度和摆动宽度。本文设计的焊接摆动器已成功应用于管道焊接中,焊缝质量符合要求。
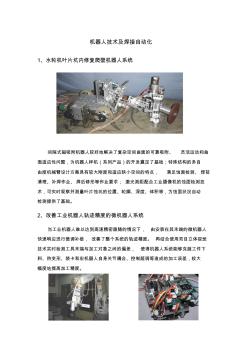
机器人技术及焊接自动化 1、水轮机叶片坑内修复爬壁机器人系统 间隙式磁吸附机器人较好地解决了复杂空间曲面的可靠吸附、 灵活运动和曲 面适应性问题,为机器人样机(系列产品)的开发奠定了基础;特殊结构的多自 由度机械臂设计方案具有较大刚度和适应狭小空间的特点, 满足蚀面检测、焊前 清理、补焊作业、焊后修形等作业要求; 激光测距配合工业摄像机的蚀面检测技 术,可实时观察并测量叶片蚀坑的位置、轮廓、深度、体积等,为蚀面状况自动 检测提供了基础。 2、改善工业机器人轨迹精度的微机器人系统 当工业机器人难以达到高速精密跟随的情况下, 由安装在其末端的微机器人 快速响应进行微调补偿, 改善了整个系统的轨迹精度。 再结合使用双目立体视觉 技术实时检测工具末端与加工对象之间的偏差, 使得机器人系统能够克服工件下 料、热变形、装卡和宏机器人自身关节耦合、控制超调等造成的加工误差,较大 幅度地提高加工精度。 3
热门知识
焊接自动摆动器-
话题: 室内设计peter198441
-
话题: 室内设计wangjing190
-
话题: 室内设计brokenshoe
精华知识
焊接自动摆动器-
话题: 工程造价yuki110101
最新知识
焊接自动摆动器-
话题: 装修工程huanxi2008
-
话题: 室内设计8521371221
焊接自动摆动器相关专题
- 铸铁阀门有裂缝怎么焊接
- 建筑施工中钢筋焊接长度
- 焊接法兰阀门需要法兰片不
- 焊接钢管内防腐怎么施工
- 焊接施工单价如何确定
- 焊接式阀门如何试压
- 工地大门是怎么焊接的
- 现执行的国家焊接施工标准
- 干挂石材挂件能否焊接
- 高层建筑均压环焊接
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 电气工程及其自动化特色专业建设探索
- 多逆变器太阳能光伏并网发电系统的组群控制方法
- 一体式膜-生物反应器中膜面污泥沉积速率及其影响因
- 智能化技术在电气工程自动化控制中的应用与实践研讨
- 中国焊接学会堆焊及表面工程专委会
- 高效率PWM/PFM自动切换升压转换器的设计
- 智能建筑虚拟仪器监控系统与控制网络的接口技术
- 新型贴片式户外全彩LED显示屏用途的显示器件
- 用于电视调谐器的宽带CMOS低噪声放大器设计
- 基于CMOS工艺的二维风速传感器的设计和测试
- 整流变压器技术规格书(2016.7.5定稿)资料
- 伊东东兴化工氯碱综合利用项目压力容器冬季施工方案
- 中国读卡器市场现状分析及未来五年发展前景分析报告
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 智能建筑火灾自动报警与消防联动系统设计及应用效果
- 永磁操动机构应用于126kV高压真空断路器