
- 首页 >
- > 灰口铸铁水表井(双门)
更新时间:2026.04.18




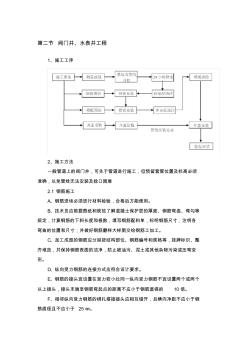
第二节 阀门井、水表井工程 1、施工工序 2、施工方法 一般管道上的阀门井,可先于管道进行施工,但预留套管位置及标高必须 准确,以免管线无法安装及捻口困难 2.1 钢筋施工 A、钢筋进场必须进行材料检验,合格后方能使用。 B、技术员应根据图纸和规范了解混凝土保护层的厚度、钢筋弯曲、弯勾等 规定,计算钢筋的下料长度和根数,填写钢筋配料单,标明钢筋尺寸,注明各 弯曲的位置和尺寸;并做好钢筋翻样大样图交给钢筋工加工。 C、加工成型的钢筋应分别按结构部位、钢筋编号和规格等,挂牌标识、整 齐堆放,并保持钢筋表面的洁净,防止被油污、泥土或其他杂物污染或压弯变 形。 D、纵向受力钢筋的连接方式应符合设计要求。 E、钢筋的接头宜设置在受力较小处同一纵向受力钢筋不宜设置两个或两个 以上接头,接头末端至钢筋弯起点的距离不应小于钢筋直径的 10倍。 F、相邻纵向受力钢筋的绑扎搭接接头应相互错开,且横向净距不应小
灰口铸铁的补焊工艺 摘 要:采用灰口铸件的补焊工艺方法,可有效地防止裂纹的产生,使焊缝有一 定的塑性和强度,并有较好的机加工性和抗裂性。 关键词 :灰口铸铁;补焊;熔合比;焊接工艺;热影响区 铸铁的焊接,主要应用于铸件的补焊。灰口铸铁补焊时,容易产生白口〔 1, 2〕,以及出现裂纹等问题。当焊缝强度较高而母材强度较低时,容易产生剥离。 尤其对于大面积的裂纹补焊是不容易获得成功的。 因此在制定补焊工艺时, 对铸 件的缺陷要进行具体分析, 尽量减小熔合比,调整热影响区,松驰焊接应力〔3〕, 才能使大面积的裂纹补焊获得成功。下面主要介绍 HT20-40灰口铸铁的补焊工 艺,并作理论探讨。 1 材料及焊前准备 某一产品的缸体,材料为 HT20-40灰口铸铁,厚度为 18 mm。裂纹程度:且 横、纵向交错,有穿透和未穿透的。 (1) 钻止裂孔:在距离裂纹末端 2~3 mm处钻一个直径为 6~8 mm
热门知识
灰口铸铁水表井(双门)精华知识
灰口铸铁水表井(双门)-
话题: 工程造价liangshiyang
专题概述
灰口铸铁水表井(双门)知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关灰口铸铁水表井(双门)最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:灰口铸铁水表井(双门)
相关话题
资料下载
相关资讯
灰口铸铁水表井(双门)相关专题
- 可口可乐易拉罐价格贵
- 空斗墙对灰缝的设置要
- 空调板板面抹灰用什么定额
- 空调风口套什么定额
- 空调风机盘管检修口套定额
- 空调排风口怎么套定额
- 空调送风口套什么定额
- 块料踢脚线含抹灰层
- 框架柱、梁用抹灰
- 框架填充墙抹灰面积问题
- 以变性剂石灰石—磷渣混合物为基料的白色硅酸盐水泥
- 影响免蒸养(压)粉煤灰小型空心砌块强度指标的因素
- 张家口市中心城区污水排水管网在线监测系统设计
- 在地铁建设、运营中屏蔽门系统与相关专业的接口分析
- 云南三江水泥有限公司丹梯石灰岩矿废石场设计与运行
- 应用地基承载力现场检测仪检测灰土垫层承载力的实践
- 以太网POE交换机供电网口温湿度传感器使用说明书
- 关于高层框剪结构土建施工中免抹灰施工技术分析
- 光纤接口总结大全(FCSTSCGBICSFPLC)
- 关于石灰土施工过程中容易出现质量问题以及处理措施
- 基于PDIUSBD12无线USB接口收发器设计
- 基于C语言51系列单片机专用测试设备校准接口设计
- 基于SOPCGPIB-UART接口协议转换器设计
- 合金钻头全面钻进法在野马泉矿区碳质灰岩地层中应用
- 夯管钢管接口连接分项工程(验收批)质量验收记录表
- 基于ISP器件ISD系列SPI串口通信接口设计
- 国外灰砂砖工业发展概况及国内灰砂砖生产应注意问题