




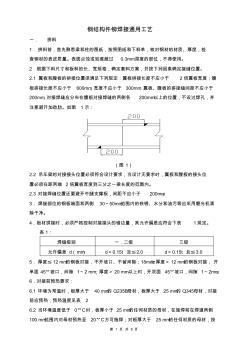
第 1 页 共 8 页 钢结构件铆焊接通用工艺 一. 拼料 1.拼料前,首先熟悉梁和柱的图纸,按照图纸和下料单,核对钢材的材质、厚度,检 查钢材的表皮质量。表面点蚀或划痕超过 0.3mm深度的部位,不得使用。 2.根据下料尺寸和板料的长、宽规格,确定套料方案,并按下列因素确定接缝位置。 2.1 翼板和腹板的拼接位置须满足下列规定:翼板拼接长度不应小于 2倍翼板宽度;腹 板拼接长度不应小于 600mm,宽度不应小于 300mm;翼板、腹板的拼接缝间距不应小于 200mm;对接焊缝应分布在腹板对接焊缝的两侧各 200mm以上的位置,不设过焊孔,并 注意避开加劲肋。如图 1示: (图 1) 2.2 吊车梁的对接接头位置必须符合设计要求,当设计无要求时,翼板和腹板的接头位 置必须在距两端 2倍翼板宽度到三分之一梁长度的范围内。 2.3 对接焊缝位置还要避开牛腿支撑板,间距不应小于 200mm。 3
目 次 前 言............................................. 错误!未定义书签。 1 范围和简介.........................................................4 1.1 范围 .................................................4 1.2 简介 .................................................4 1.3 关键词 ...............................................4 2 规范性引用文件.....................................................4 3 冲裁...................
热门知识
结构件工艺设计手册-
话题: 工程造价xiangfeiren
-
话题: 建筑设计ziranhuoli
精华知识
结构件工艺设计手册最新知识
结构件工艺设计手册-
话题: 工程造价taizixuhui
结构件工艺设计手册相关专题
- 建筑设计师要懂结构
- 2019全国民用建筑工程设计技术措施结构
- 2019钢结构设计规范
- 2019混凝土结构耐久性设计规范
- 2019年混凝土结构设计规范
- 2019混凝土结构设计规范
- 2019版混凝土结构设计规范
- 2019结构设计改行
- 50010-2019 混凝土结构设计规范
- gb 50367-2019 混凝土结构加固设计规范
- 分形DGS单元结构设计及其在微带电路中的应用
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 以MSP430FW427为核心的远程数字水表设计
- 引江济淮工程淠河总干渠以北安徽段截污导流工程设计
- 中华大厦五层宏远公司办公室内装修工程施工组织设计
- 招远电视台制作播出系统数字化改造工程的设计与实践
- 全热回收地源热泵空调机组的系统及工程方案设计
- 展览馆装饰工程消防改造施工组织设计方案(91页)
- 支持群体设计的工程数据库管理系统的结构及实现
- 应用亚温淬火工艺解决45钢槽型螺母淬裂问题的探索
- 智能建筑工程设计中的机电设备集成配置系统总体设计
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 中航格澜阳光花园一期门禁对讲建设项目施工组织设计
- 在书香中沉睡——“川大河畔”高尚住宅小区景观设计
- 渗透型建筑物硅橡胶防水涂料的制备工艺及其制品
- 高效率PWM/PFM自动切换升压转换器的设计
- 智能小区以太接入交换机SNMP代理设计与实现