





补土 打白坯 素材修色 喷头度底 打头度底漆 补土 打磨 喷PE底漆 打磨 擦色 清底 修色 二次组装 对色 打色磨 喷面漆 补土 打白坯 喷头度底 打磨 擦色 二次组装 清底 打磨 喷开放PU底 对色 拉丝 补土 打白坯 喷头度底 打磨 修色 补土 擦色 二次组装 对色 补土 打白坯 喷头度底 打磨 喷白色面漆 喷白色面漆 打磨 补土 二次组装 补土 打磨 打磨 清底 补土 擦色 补土 打白坯 擦色 喷头度底 打磨 修色 清底 补灰 打磨 喷PE底 二次组装 对色 刷PU底 补土 打磨 擦色 喷头度底 清底 补灰 打磨 喷PE底 打磨 修色 二次组装 对色 打色磨 喷面漆 喷面漆(透明) 二次组装 (6)传统工艺: 打色磨 喷面漆 (7)新工艺: 打色磨 喷开放面漆 (4)白色开放: (5)白色擦色开放: 打白坯 喷头度底 喷白色面漆 打色磨 喷开放面漆 (3)拉丝 开放(透明): 清
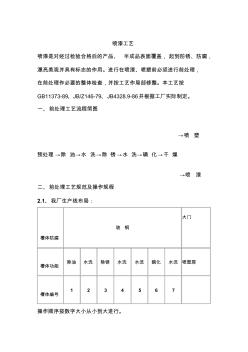
喷漆工艺 喷漆是对经过检验合格后的产品、 半成品表面覆盖,起到防锈、防腐, 漂亮美观并具有标志的作用。进行在喷漆、喷塑前必须进行前处理, 在前处理作必要的整体检查,并按工艺作局部修整。本工艺按 GB11373-89、JB/Z146-79、JB4328.9-86并根据工厂实际制定。 一、前处理工艺流程简图 预处理→除 油→水 洗→除 锈→水 洗→磷 化→干 燥 →喷 塑 →喷 漆 二、前处理工艺规范及操作规程 2.1、我厂生产线布局: 槽体防腐 玻 钢 大门 槽体功能 除油 水洗 除锈 水洗 水洗 磷化 水洗 喷塑房 槽体编号 1 2 3 4 5 6 7 操作顺序按数字大小从小到大进行。 2.2、预处理: 2.2.1 根据具体生产现场的条件及处理工件表面状况不同,而采取的 物理手段,其主要目的是消除化学处理中影响处理质量和周期的控制 因素,维护化学制剂的使用寿命。如:对于被处理新产品表面过多
热门知识
净化车间工艺流程-
话题: 工程造价wangfang8905
-
话题: 地产家居mingdejibang
精华知识
净化车间工艺流程-
话题: 园林景观weishaocai06
最新知识
净化车间工艺流程-
话题: 暖通空调donghao2007
-
话题: 工程造价glorydream
净化车间工艺流程相关专题
- 空气净化百级的标准是什么
- 空气净化器滤网多久换一次
- 空气净化器安利多少钱
- 空气净化活性炭的国际标准
- 空气净化灯的国际标准
- 沥青烟气如何净化
- 自来水厂净化水设备多少钱
- 怎样清洗油烟净化器的管道
- 净化车间管理制度
- 净化车间防爆区要
- 浙江深美装饰工程有限公司生产车间工程安全监理细则
- 云南洱海桃溪河口净化工程的设计思路及初步净化效果
- 医疗行业医院无菌中央净化系统工程施工组织设计方案
- 关于桉叶油素提取工艺流程设计
- 公路工程施工、桥涵施工工艺大全造桥机造桥工艺流程
- 公路工程施工工艺大全路基工程砂垫层施工工艺流程图
- 公路工程施工隧道施工工艺大全小导管注浆工艺流程图
- 关于铁路新体制下强化地方铁路公司车间安全管理探索
- 机械工业第四设计院承揽维柴铸造车间改造工程设计项目
- 公路工程施工工艺大全路基工程光面爆破施工工艺流程图
- 公路工程施工、桥涵施工工艺大全系梁施工工艺流程图
- 各车间主要生产设备流程图及各车间主要质量控制指标
- 公路工程施工、桥涵施工工艺大全滑模拆除工艺流程图
- 基于Arduino单片机室内空气净化器评价仪设计
- 化工制图工艺流程图、设备平面图、绘管道
- 国内企业研发生产新型节能导线工艺流程申报国家标准
- 基于大车间理念配电装置优化及设计方案分析