




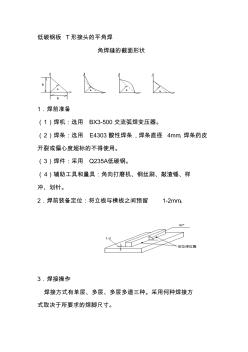
低碳钢板 T形接头的平角焊 角焊缝的截面形状 1.焊前准备 (1)焊机:选用 BX3-500交流弧焊变压器。 (2)焊条:选用 E4303酸性焊条 ,焊条直径 4mm,焊条药皮 开裂或偏心度超标的不得使用。 (3)焊件:采用 Q235A低碳钢。 (4)辅助工具和量具:角向打磨机、钢丝刷、敲渣锤、样 冲、划针。 2.焊前装备定位:将立板与横板之间预留 1-2mm。 3.焊接操作 焊接方式有单层、多层、多层多道三种。采用何种焊接方 式取决于所要求的焊脚尺寸。 钢板厚度 <8-9 <9-12 <12-16 <16-20 <20-24 焊脚最小 尺寸 4 5 6 8 10 T形接头的平角焊 由于角焊焊接热量向钢板的三方扩散,焊接过程中钢板散 热快,不容易被烧穿;容易在 T形接头根部由于热量不足而 形成未焊透缺陷,焊接电流比对接不焊要大 10%。 单层角焊缝的焊接参数 焊脚 尺寸 3 4 5-6

焊接技术的发展都是以焊接高效率化和高产能化为最大目标。要实现高效率化焊接重要措施之一就是提高焊接速度,一般熔化极气保焊的焊接速度仅为0.3-0.5m/min。当焊接速度较高时(〉0.6m/min)易产生焊道不连续、咬边和产生大量气孔等缺陷,因而研究、推广焊接高效率化的技术成果是我国焊接领域里的重要课题。本文介绍一种在造船行业和钢结构焊接领域里常见型钢简捷、高效化平角焊接方法。即用双丝-熔池简捷高效快速焊接(焊接速度为1.2-1.5m/min,焊脚高度5mm)时也能达到良好的焊接规范和焊接性能的高效化平角焊接方法。经过多年的在造船行业和钢结构焊接中的T型钢焊接生产中证明,采用双丝-熔池气体保护焊可提高T型钢生产效率和焊接质量,减少焊接变形,因而双丝-熔池气体保护焊得到快速发展和广泛的应用。
热门知识
平角焊缺陷-
话题: 工程造价jinhaixing1
精华知识
平角焊缺陷-
话题: 工程造价woshimushi
最新知识
平角焊缺陷-
话题: 地产家居3monthbird
平角焊缺陷相关专题
- 车位的契税2019
- 常州购房落户政策2019
- 岑溪2019年经济适用房三期
- 苍溪2019年经济适用房
- 部队经济适用房买卖政策2019年
- 补缴2019年房产税
- 北仑购房补贴政策2019
- 北梁回迁房在哪2019年
- 北京自住型商品房2019年
- 北京市商品房成交2019年
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 中国焊接学会堆焊及表面工程专委会
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 调整焊管工业结构
- 圆钢管混凝土K型焊接管板节点试验和有限元分析
- 应用CSP热轧卷生产的冷轧与镀锌产品常见缺陷分析
- 工艺参数对铝合金激光填丝搭接焊缝成形影响
- 改善超高压电缆金属铝护套氩弧焊焊接质量方法
- 工程机械行业焊接与切割应用现状及关键技术发展趋势
- 基于Matlab神经网络工具箱电弧焊工艺参数优化
- 国内外焊接内螺纹铜管与无缝内螺纹铜管技术发展状况
- 埋弧焊焊接工艺及操作方法
- 回填压注对缺陷病害隧道结构承载力影响模型试验
- 合金化镀锌薄板CO_2短路过渡电弧焊工艺适应性
- 含表面缺陷双相不锈钢管道非匹配焊接接头安全评定