





玻璃纤维窗纱在织造过程中,经纱起毛是经常产生疵点的原因,不仅影响布的强度和外观质量,而且得经常停车处理,从而影响布机的运转效率.根根我厂多年生产实践表明:用钢半综针排织造窗纱,经纱起毛的主要原因是设备对经纱的摩擦和捻度偏低.一、经纱摩擦起毛的原因分析:织机在运转过程中,经纱不断向胸梁移动闭合,随着生产的正常进行,一米长的纱段,要经受七百次左右的摩擦.在这样频繁的开口、闭合交叉运动中,经纱在受到反复
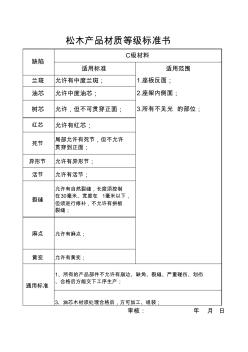
适用标准 适用范围 兰斑 允许有中度兰斑; 1.座板反面; 油芯 允许中度油芯; 2.座架内侧面; 树芯 允许,但不可贯穿正面; 3.所有不见光 的部位; 红芯 允许有红芯; 死节 局部允许有死节,但不允许 贯穿到正面; 异形节 允许有异形节; 活节 允许有活节; 裂缝 允许有自然裂缝,长度须控制 在30毫米、宽度在 1毫米以下, 但须进行修补,不允许有拼板 裂缝; 麻点 允许有麻点; 黄变 允许有黄变; 3、油芯木材须处理合格后,方可加工、组装; 通用标准 审核: 年 月 日 松木产品材质等级标准书 缺陷 C级材料 1、所有的产品部件不允许有崩边、缺角、裂缝、严重碰伤、划伤 、合格后方能交下工序生产;
热门知识
松木半玻窗带纱-
话题: 造价管理yalian0898
精华知识
松木半玻窗带纱-
话题: 地产家居jc_zymba79
最新知识
松木半玻窗带纱-
话题: 地产家居s283790539
-
话题: 地产家居luoyunhui123
-
话题: 工程造价kk046322062

松木半玻窗带纱相关专题
- 中国有没有黄松木材
- 做衣柜用什么松木好
- 樟子松木材的具体用途
- 怎么区分杉木板和松木板
- 红松木料多少年变质
- 红松木材的价格
- 新西兰松木家具价格多少
- 基础松木桩
- 橡木板和松木板的区别
- 水生植物围护松木桩套定额
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 电气工程及其自动化特色专业建设探索
- 分形DGS单元结构设计及其在微带电路中的应用
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 预制砌块(砖、石)挡土墙工程砌体施工安全技术交底
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 引嫩工程扩建区土壤水盐动态与防治土壤盐碱措施
- 中华华丹雨、污水管道沟槽开挖专项施工方案教学教材
- 中国工程图学学会成立工程与制造系统集成化分会
- 中国吹制玻璃行业市场前景分析预测年度报告(目录)
- 可替代现有隔热保温材料的新型材料
- 医院病房楼工程施工装饰装修工程施工控制
- 在生活中构筑自然——河南天旺园林工程有限公司剪影
- 中国机械工程学会授予材料热处理工程师资格人员名单
- 中国电力井盖行业市场前景分析预测年度报告(目录)