






受拉钢筋最小锚固长度( la、 laE) 非抗震受拉钢筋最小锚固长度 la 混凝土强度等级 HPB235 级钢筋 d≤25 HRB335 级钢筋 HRB400 和 RRB400 级钢筋 d≤ 25 d>25 d≤ 25 d>25 C20 31d 38d 42d 46d 51d C25 27d 33d 36d 40d 44d C30 24d 29d 32d 35d 39d C35 22d 27d 30d 32d 35d ≥C40 20d 25d 27d 30d 33d 注: 1. HPB235 级钢筋(光面钢筋)的末端应做 1800 弯钩,弯后平直段长度应 ≥3d。 2.当钢筋在混凝土施工过程中易受扰动(如滑模施工)时,其锚固长度应将表值乘以修正系 数 1.1。 3. HRB335、HRB400 和 RRB400 级的环氧树脂涂层钢筋(用于三类环境的钢筋混凝土构件 中),其锚固长
热门知识
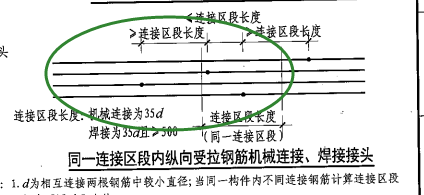
双面焊搭接长度-
话题: 造价软件yijianking

精华知识
双面焊搭接长度-
话题: 工程造价a1083525009
-
话题: 工程造价mynameishua
-
话题: 造价软件xiaochacha
最新知识
双面焊搭接长度-
话题: 工程造价fangyansheng
-
话题: 工程造价xp554391288
相关问答
双面焊搭接长度-
话题: 造价软件chenyudwan

双面焊搭接长度相关专题
- 怎么较彻底地撕掉双面胶
- 怎样区别3m双面胶的真假
- 怎样去除双面胶留下的粘渍
- 工业用双面胶带什么牌子好
- 钢筋单.双面焊的施工工艺
- 双面胶如何快速揭掉
- 双面胶是怎么做出来的
- 双面清水墙是什么意思
- 双面胶用什么可以清洗掉
- 双面胶粘在纸上如何清除
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 云南郝家河砂岩型铜矿床地质特征与接替资源勘查成果
- 定征复合板材粘接层性质的非线性超声兰姆波方法
- 中国焊接学会堆焊及表面工程专委会
- 智能小区以太接入交换机SNMP代理设计与实现
- 智能建筑虚拟仪器监控系统与控制网络的接口技术
- 在砌块配筋砌体中使用的新型钢筋直螺纹连接套筒
- 高度集成化导航接收机系统射频电路的设计与实现
- 在地铁建设、运营中屏蔽门系统与相关专业的接口分析
- 中高职衔接培养园林技术专业技术技能人才途径的实践
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 中高职衔接道路桥梁工程技术专业教学标准探索与实践
- 云南红河长度982.4主干路210#工程造价指标
- 引发建筑工程安全事故的直接原因及预防措施(论文)
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 引黄工程联接段施工控制网三等水准测量的应用与分析
- 云南红河长度920.74支路225#工程造价指标