




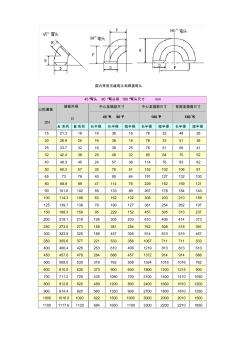
国内常用无缝弯头和焊接弯头 45°弯头 90 °弯头和 180°弯头尺寸 mm 公称通径 DN 端部外径 D 中心至端部尺寸 中心至端部尺寸 背面至端面尺寸 45°H 90°F 180°P 180°K A 系列 B系列 长半径 长半径 短半径 长半径 短半径 长半径 短半径 15 21.3 18 16 38 16 76 32 48 28 20 26.9 25 16 38 18 76 32 51 36 25 33.7 32 16 38 25 76 51 56 41 32 42.4 38 20 48 32 95 64 70 52 40 48.3 45 24 57 38 114 76 83 62 50 60.3 57 32 76 51 152 102 106 81 65 73 76 40 95 64 191 127 132 100 80 88.9 89 47 114 76 229 152
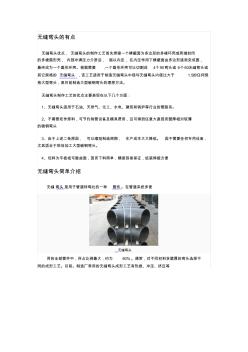
无缝弯头的有点 无缝弯头优点, 无缝弯头的制作工艺首先焊接一个横截面为多边形的多棱环壳或两端封闭 的多棱扇形壳, 内部冲满压力介质后, 施以内压,在内压作用下横截面由多边形逐渐变成圆, 最终成为一个圆形环壳。根据需要 ,一个圆形环壳可以切割成 4个90弯头或 6个60无缝弯头或 其它规格的 无缝弯头 ,该工艺适用于制造无缝弯头中径与无缝弯头内径比大于 1.5的任何规 格大型弯头,是目前制造大型碳钢弯头的理想方法。 无缝弯头制作工艺的优点主要表现在以下几个方面: 1、无缝弯头适用于石油、天然气、化工、水电、建筑和锅炉等行业的管路系。 2、不需管坯作原料,可节约制管设备及模具费用,且可得到任意大直径而壁厚相对较薄 的碳钢弯头 3、由于上述二条原因, 可以缩短制造周期, 生产成本大大降低。 因不需要任何专用设备, 尤其适合于现场加工大型碳钢弯头。 4、坯料为平板或可展曲面,因而下料简单,精度容易
弯头分有缝和无缝的相关专题
- 栏杆扶手的弯头套不套
- 两个弯头可以直接焊接吗
- 辽宁08定额防水弯头
- 铸铁弯头有什么专用工具上
- 铸铁弯头价格是多少
- 专业排风管道弯头怎样做
- 怎么写弯头的标准
- 怎么做弯头展开图
- 怎样确定弯头是几D的
- 怎样用圆管做弯头和三通
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 分形DGS单元结构设计及其在微带电路中的应用
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 可替代现有隔热保温材料的新型材料
- 在生活中构筑自然——河南天旺园林工程有限公司剪影
- 以贯穿项目为核心载体的建筑工程技术专业素材库建设
- 多逆变器太阳能光伏并网发电系统的组群控制方法
- 影响萘高效减水剂与普通硅酸盐水泥适应性的关键因素
- 在全县非煤矿山和危化企业安全生产工作会议上的讲话
- 中国工程造价咨询业的发展趋势
- 支持并行工程和智能CAPP的制造资源建模技术
- 中共重庆市委重庆市人民政府关于建设平安重庆的决定
- 智能建筑工程报警与电视监控系统前端设备的安装施工
- 在“建筑节能与居住舒适”专题技术交流会议上的讲话