




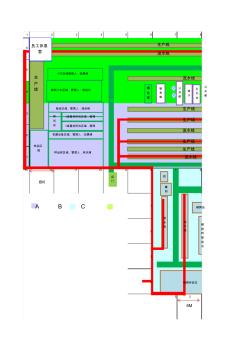
1 2 3 4 5 6 7 8 6 5 4 3 2 1 10 12 11 10 9 8 7 6 1 2 3 4 5 2 A B C 后 门 样品柜区域,管理人,林庆滩 机器设备区域,管理人:田勇峰 1组器材拆包区域,管理 测 试 设 钣金区域,管理人:凌剑锋 物料小车区域,管理人:班组长 小车区域管理人:田勇峰 流水线 生产线 流水线 样品区 域 1组器材拆包区域,管理 钣 金 架 公 共 架 打 孔 台 公 共 架 生产线 流水线 生产线 生产线 架 子 流水线 螺 丝 架 6M 6M 生 产 线 生产线 流 水 线 流 水 线 烘 雕 刻 铜牌存放区 铜牌加 铜 排 料 暂 放 台 员工休息 室 9 10 11 12 13 14 7 6 5 4 3 2 5 4 3 2 1 1 2 3 4 3 4 5 线槽切割区 侧 门 打包区域管 理人:仓库
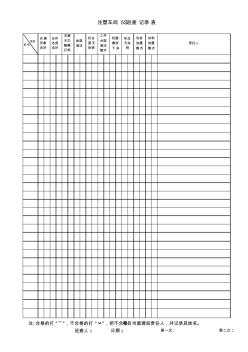
机号 项目 责任人 注:合格的打 "ˇ",不合格的打 "×",把不合格项目当面通知责任人,并记录其姓名。 巡查人: 日期: 第一次 : 第二次: 材料 放置 整齐 包材 放置 整齐 合作 态度 良好 注塑车间 5S巡查 记录表 衣着 形象 良好 无聊 天打 瞌睡 打闹 地面 清洁 机台 面无 杂物 工作 台面 清洁 整齐 机器 擦拭 干净 机位 无杂 物
热门知识
注塑车间规划图-
话题: 项目管理ningchaoon9
精华知识
注塑车间规划图-
话题: 路桥市政zhangyuecb
最新知识
注塑车间规划图-
话题: 工程造价bottlepost
注塑车间规划图相关专题
- 开发项目前期成本预估
- 康桥长郡的项目简介
- 科技项目申报材料怎么写
- 科研项目立项程序是什么
- 可竞争措施项目
- 块料零星项目
- 矿山项目融资有哪些渠道
- 矿山项目前期准备工作
- 昆仑置业有哪些住宅项目
- 扩建项目实施的流程是什么
- 浙江深美装饰工程有限公司生产车间工程安全监理细则
- 机械工业第四设计院承揽维柴铸造车间改造工程设计项目
- 基于随形冷却电熔管道弯头注塑成型残余应力控制
- 公用工程联合车间大修施工对接卡
- 内蒙古呼和浩特1层厂房1生产车间工程造价指标
- 年产160万吨水泥厂毕业设计论文重点车间水泥磨
- 北京红冶钢厂小型轧钢车间技术改造
- 厂区车间钢结构吊装施工方案培训资料
- 方便饭盒上盖注塑模具的设计毕业设计论文
- 天硕公司院内北侧三层办公楼及相邻车间屋面防水施工方案
- 昌昇举办大幅面印刷客户交流研讨会及空调恒温车间启用仪式
- 拉动的flowshop车间手工作业线人员定额研究
- 广东博创脉动压力诱导塑料制品注塑成型设备通过鉴定
- Moldflow的法兰注塑制品翘曲与收缩分析
- 合成车间与甲类仓库泄爆墙施工组织方案
- Moldflow汽车油箱法兰注塑模CAE分析
- 管道补偿器在贵溪冶炼厂硫酸车间的使用情况
- 注塑车间通风降温
- 注塑过桥
- 注塑过桥弯
- 注塑过桥弯管
- 注塑过桥管
- 注塑雨水斗
- 注塑高分子塑料检查井
- 注塑高分子塑料检查井CJ/T233-2006
- 注塑高分子塑料检查井CJ/T233-2007
- 注塑高分子塑料检查井CJ/T233-2008
- 注塑高分子塑料检查井CJ/T233-2009
- 注塑高分子塑料检查井CJ/T233-2010
- 注塑高分子塑料检查井CJ/T233-2011
- 注塑高分子塑料检查井CJ/T233-2012
- 注塑高分子塑料检查井CJ/T233-2013
- 注孔烧结自保温砌块
- 注射剂渗透压测定仪
- 注射器具净化车间
- 注射器毁形器
- 注射器毁形机
- 注射器限位卡
- 注射式树脂锚固剂
- 注射式植筋胶
- 注射式植筋胶专用枪
- 注射式植筋胶价格
- 注射式植筋胶作用
- 注射式植筋胶供应商
- 注射式植筋胶厂家
- 注射式植筋胶定制
- 注射式植筋胶报价