




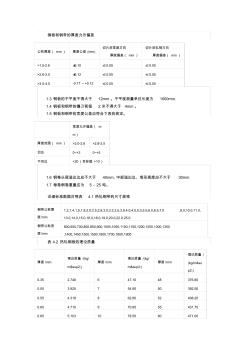
钢板和钢带的厚度允许偏差 公称厚度( mm) 厚度公差 (mm) 切片后宽度方向 厚度偏差( mm) 切片后轧制方向 厚度偏差( mm) >1.5-2.6 ±0.10 ≤0.05 ≤0.05 >2.6-3.0 ±0.12 ≤0.05 ≤0.05 >3.0-4.0 -0.17~+0.12 ≤0.05 ≤0.05 1.3 钢板的不平度不得大于 12mm 。不平度测量单位长度为 1000mm. 1.4 钢板和钢带的镰刀弯每 2 米不得大于 4mm 。 1.5 钢板和钢带的宽度公差应符合下表的规定。 宽度允许偏差( m m) 厚度范围( mm) >2.0-2.8 >2.8-3.5 切边 0~+3 0~+5 不切边 +20(目标值 +10) 1.6 钢卷头尾溢出边应不大于 40mm, 中部溢出边、塔形高度应不大于 30mm. 1.7 每卷钢卷重量应为 5-25 吨。 详细标准数据对照表 4
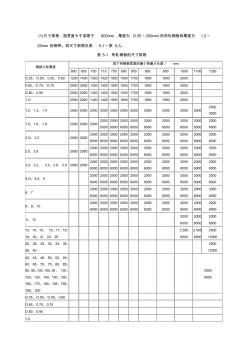
(1)尺寸规格:指宽度大于或等于 600mm,厚度为 O.35~200mm 的热轧钢板和厚度为 1.2~ 25mm 的钢带。其尺寸规格见表 5-1~表 5-3。 表 5-1 热轧钢板的尺寸规格 钢板公称厚度 按下列钢板宽度的最小和最大长度/ mm 600 650 700 710 750 800 850 900 950 1000 1100 1250 O.35、O.50、0.55、0.60 1200 1400 1420 1420 1500 1500 1700 1800 1900 2000 0.65、O.70、O.75 2000 2000 1420 1420 1500 1500 1700 1800 1900 2000 O.80、0.90 2000 2000 1420 1420 1500 1500 1700 1800 1900 2000 1.O 2000 2000 1420 1420
热门知识
不锈钢热轧钢板标准-
话题: 工程造价mazhengchong
精华知识
不锈钢热轧钢板标准最新知识
不锈钢热轧钢板标准-
话题: 工程造价lipeng_2518
-
话题: 地产家居zhuofeng41
-
话题: 地产家居xqy19841201
-
话题: 工程造价dsyu1987811
不锈钢热轧钢板标准相关专题
- 不锈钢防盗栏安装施工工艺
- 不锈钢岗亭的CAD施工图
- 不锈钢管施工
- 不锈钢护窗栏杆施工工艺
- 不锈钢栏杆的施工
- 不锈钢燃气管道施工方案
- 不锈钢门锁优点在哪里
- 不锈钢嵌条施工技术方案
- 不锈钢施工时应注意什么
- 不锈钢在伸缩缝上如何施工
- 振冲碎石桩地基加固技术在椒江标准海塘工程中的应用
- 引入PPP模式的高标准农田建设及财政支持体系创新
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 中华人民共和国国家标准建设工程工程量清单计价规范
- 有关建设工程施工安全涉及常用法律法规标准规范清单
- 中国式驾驶室安全标准出台 或将导致卡车行业洗牌
- 430铁素体不锈钢铸锭等轴晶率的熔炼方法
- 在建筑钢结构工程中美国标准设计的高强构件替代
- 云南省人民政府关于加快工业园区标准厂房建设的意见
- 中国标准电源插头
- 中国机床行业第一项原创检测国际标准制订
- 张能2号附件安全标准化管理考评评分细则-矿井-3
- 中华人民共和国国家标准之居室空气中甲醛的卫生标准
- 智能建筑设计标准(GB/T50314—2000)
- 中国建筑标准设计所目标管理实施办法
- 中国建筑标准设计院专家赴西藏开展抗震救灾工作
- 中华人民共和国行业标准建筑涂饰工程施工及验收规程