




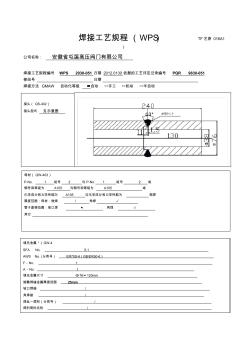
焊接工艺规程(WPS) TF艺原 016A1 ) 公司名称: 安徽省屯溪高压阀门有限公司 焊接工艺规程编号 WPS 2030-051 日期 2012.0130 依据的工艺评定记录编号 PQR 9830-051 修改号 日期 焊接方法 GMAW 自动化等级 ■自动 □手工 □机动 □半自动 接头( QS-402) 接头型式 见示意图 母材( QW-403) P-No. 1 组号 2 与 P-No. 1 组号 2 或 钢号和等级为 A105 与钢号和等级为 A105 或 化学成分和力学性能为 A105 与化学成分和力学性能为 相焊 厚度范围:母材:堆焊 / 角焊 √ 管子直径范围:坡口焊 ◣ 角焊 √ 其它 填充金属 *(QW-4 SFA No. 5.1 AWS No. (分类号 ) ER70S-6 ( GB/ER50-6 ) F-No. 1 A-No. 1 填充金属尺寸 Φ76×1
热门知识
CO2焊接溶深多少-
话题: 建筑设计chengshaonan
精华知识
CO2焊接溶深多少-
话题: 工程造价binbin841013
最新知识
CO2焊接溶深多少-
话题: 地产家居wuxiandeai9
CO2焊接溶深多少相关专题
- 为什么xps挤塑板发泡剂用Co2
- W6Mo5Cr4V2Co8是什么材质
- CO2焊接溶深多少
- co2灭火器是否可再充气
- CO2灭火器在什么场合使用
- CO2满气瓶是多少压
- co2气体焊丝多少钱一卷
- CO2计算电流公式
- CO2灭火器的有效期是多长
- CO2灭火器使用要注意什么
- 中国焊接学会堆焊及表面工程专委会
- 浙江深美装饰工程有限公司生产车间工程安全监理细则
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 异种钢焊接接头退火工艺
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 圆钢管混凝土K型焊接管板节点试验和有限元分析
- 中国工程建设焊接协会全国优秀焊接工程
- 有埋深无体积质量的黏性土地基极限承载力的直接求解
- 引黄济宁工程拉脊山越岭隧洞超深钻孔地应力梯段测试
- 制作质量对塔式起重机结构件焊接节点疲劳性能的影响
- 关于西南岩溶山区生态建设一些讨论以贵州省为例
- 关于现行规范钢筋砼深梁设计条款中若干问题讨论
- 关于900t铁路架桥机钢结构焊接工艺采用标准
- 改善超高压电缆金属铝护套氩弧焊焊接质量方法
- 工程机械行业焊接与切割应用现状及关键技术发展趋势
- CO2激光器的结构
- CO2计算电流公式
- CO2空间结构
- CO2满气瓶是多少压
- co2灭火器的使用步骤如何写
- CO2灭火器的有效期是多长
- CO2灭火器使用要注意什么
- co2灭火器是否可再充气
- CO2灭火器在什么场合使用
- co2气体焊丝多少钱一卷
- CO2制冷技术原理及应用
- COBT人行通道闸机多少钱
- COD的玻璃珠
- COD恒温加热器哪里卖的好
- cod去除剂多少钱一吨
- coiso矿物玻璃什么材料
- cool edit pro2.1降噪器使用
- COOL3D的素材网址
- cooledit降噪方法
- cortest与热电是什么关系
- couns-k15怎么设置门禁密码
- couns门禁UC-K05怎么修改密码
- couns门禁如何设置密码
- COUNS门禁问题
- Co是什么金属价值高
- CPB-M2030T多少钱一个
- cpc防水补漏剂多少钱一瓶
- cpe是什么材料
- CPE是什么橡胶
- CPE与CM橡胶级有什么区别