




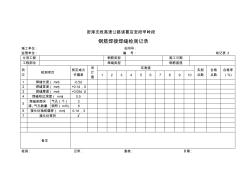
密涿支线高速公路诸葛店至段甲岭段 钢筋焊接焊缝检测记录 施工单位: 合同号: 监理单位: 编 号: 结记表 3 分项工程 钢筋类型 施工日期 工程部位 焊缝类型 钢筋直径 项 次 检测项目 规定或允 许偏差 设 计 值 实测值 实测 点数 合格 点数 合格率 (%)1 2 3 4 5 6 7 8 9 10 1 焊缝长度( mm) -0.5d 2 焊缝宽度( mm) +0.1d,0 3 焊缝厚度( mm) +0.05d,0 4 焊缝咬边深度( mm) 0.5 5 焊缝表面夹 渣、气孔数量 气孔(个) 2 面积(mm2) 6 6 接头处轴线偏移( mm) 0.1d,3 7 接头处弯折 40 备注 检测: 记录: 复核: 日期:
焊缝外观检验标 准 1、 目的 指导焊工及焊接检验人员工作,确保焊接质量。 2、 适用范围 本标准适用于焊缝外观质量检验(自检和专检) 。 3、 焊接部外观检查项目 3.1 焊接缺陷: 3.1.1咬边:由于焊接参数选择不当,或操作工艺不正确,沿焊趾的母材部位产生的沟槽或凹陷,不得超 过 20mm。 3.1.2 焊缝表面气孔 :焊接时,熔池中的气泡在凝固时未能逸出而残留下来形成的空穴叫气孔。表面 气孔指露在表面的气孔,不得超过 20mm。 3.1.3 未熔合 :熔焊时,焊道与母材之间或焊道与焊道之间,未完全熔化结合的部分;点焊时母材与母 材之间未完全熔化结合的部分。不得超过 500mm 3.1.4未焊满 :由于填充金属不足,在焊缝表面形成的连续或断续的沟槽。 3.1.5焊瘤 :焊接过程中,熔化金属流淌到焊缝之外未熔化的母材上所形成的金属瘤。 3.2焊缝形状缺陷: 3.2.1 焊缝成形差 :
热门知识
钢筋焊缝标准-
话题: 工程造价StenvenChen
-
话题: 工程造价lmk3l_0702
-
话题: 建筑施工yuhuashi1988
精华知识
钢筋焊缝标准-
话题: 工程造价maojialdcr
最新知识
钢筋焊缝标准-
话题: 工程造价zhanghuanYW
-
话题: 工程造价woshijieqw
钢筋焊缝标准相关专题
- 抗震钢筋施工依据哪个规范
- 梁板铰缝钢筋怎样施工
- 怎样看钢筋的建筑施工图
- 建筑施工中钢筋焊接长度
- 一份钢筋施工组织设计
- 工程施工中抽钢筋如何计算
- 无粘结预应力钢筋怎么施工
- 钢筋的施工搭接用量
- 钢筋单.双面焊的施工工艺
- 钢筋的施工方法
- 振冲碎石桩地基加固技术在椒江标准海塘工程中的应用
- 引入PPP模式的高标准农田建设及财政支持体系创新
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 中华人民共和国国家标准建设工程工程量清单计价规范
- 在砌块配筋砌体中使用的新型钢筋直螺纹连接套筒
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 圆形截面预应力钢筋混凝土悬臂式支护桩的分析与应用
- 有关建设工程施工安全涉及常用法律法规标准规范清单
- 有抗震结构设计要求的建筑必须要使用HRBE钢筋吗
- 招标代理服务收费标准计价格[2002]1980号
- 增强水泥(GRC)聚苯复合板外墙保温施工工艺标准
- 依萨河二级水电站钢衬钢筋混凝土地面管与应用
- 政府投资项目工程建设其他费取费标准表(工程造价)
- 再论桥涵施工技术规范中混凝土抗压强度验收标准
- 中国林业工程建设协会工程标准化专业委员会委员名单
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 中国城市轨道交通协会标准化技术委