




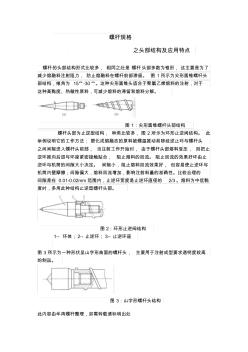
螺杆规格 之头部结构及应用特点 螺杆的头部结构形式比较多, 相同之处是 螺杆头部多数为锥形, 这主要是为了 减少熔融料注射阻力, 防止熔融料在螺杆前部滞留。 图 1所示为尖形圆锥螺杆头 部结构,维角为 15°-30°。这种尖形圆锥头适合于聚氯乙烯熔料的注射,对于 这种高黏度、热敏性原料,可减少熔料的滞留和熔料分解。 图 1:尖形圆锥螺杆头部结构 螺杆头部为止逆型结构, 种类比较多,图 2所示为环形止逆阀结构。 此 举例说明它的工作方法: 塑化成熔融态的原料被螺温推动前移经逆止环与螺杆头 之间间隙进入螺杆头前部, 当注射工作开始时, 由于螺杆头部熔料受压, 则把止 逆环推向后退与环座紧密接触贴合, 阻止熔料的回流。 阻止回流的效果好坏由止 逆环与机筒的间隙大小决定。 间隙小,阻止熔料回流效果好, 但容易使止逆环与 机筒内壁摩擦;间隙偏大,熔料回流增加,影响注射料量的准确性。比较合理的 间隙是

序号 规格 无扣长 (mm) 通过厚度 (mm) 单重 (kg) 1 M16*80 30 36-40 0.308 2 M16*85 30 36-40 0.317 3 M16*90 35 36-40 0.325 4 M20*75 30 36-40 0.541 5 M20*85 30 36-40 0.563 6 M20*90 35 36-40 0.576 7 M20*95 40 36-50 0.589 8 M20*100 45 40-50 0.602 9 M24*90 30 36-40 0.918 10 M24*95 30 36-40 0.939 11 M24*100 40 35-50 0.959 12 M24*120 45 35-50 1.032 13 M24*130 50 36-50 1.069 14 M27*90 35 36-50 0.785 15 M27*100 35 36-50 0.
热门知识
高强螺杆规格-
话题: 工程造价liyouqi714
-
话题: 装修工程zhan780917
精华知识
高强螺杆规格最新知识
高强螺杆规格-
话题: 工程造价qianyuefei
-
话题: 工程造价0406yueyue
相关问答
高强螺杆规格

高强螺杆规格相关专题
- 怎么计算高强螺栓的工程量
- 怎么样的才算是高强度钢材
- 直径1012的高强螺栓重量
- 铰制孔螺栓与高强度螺栓
- 一套M24x50高强螺栓价格
- 用高强无收缩灌浆料打基础
- 何谓高强混凝土
- 河北高强无收缩灌浆料厂家
- 化学罗栓是不是高强螺栓
- 钢结构高强螺栓包工价
- 整流变压器技术规格书(2016.7.5定稿)资料
- 圆钢管通用规格表(20201009124910)
- 圆钢管通用规格表(20201009124907)
- 园林绿化工程土球直径与树穴规格表及大树土球规格表
- 怎样选择空气开关断路器的型号规格及分断能力的选择
- 工艺场站及阀室地上管道及设备外防腐层材料技术规格书
- 各种石材干挂AB胶包装规格
- 公路勘察规范附录B主要控制桩、水准点桩规格及埋设
- 国标无缝钢管规格表(D外径壁厚-国标无缝钢管壁厚表
- 基坑支护计算中查表选择排桩配筋腰梁型钢规格建议
- 广汽集团汽车工程院基地建设与研发项目技术规格书
- 开关型单联电位器RK097111202Q选型规格书
- 林业工程造林整地规格及应用条件
- 接触器种类及规格
- 家装电线规格和要求
- 透明导电玻璃产品规格书
- 光缆规格书