





建立了一种基于试验的非线性曲线拟合的新方法来分析焊接温度场。采用改进的温度场数学解析模型后,拟合得到与实测结果相当接近的温度-时间拟合曲线方程。根据不同条件下的拟合方程,对其回归系数进行了影响因素的分析。并考虑实际需要,得到了不同初始温度下全焊接阀体的密封圈安全位置范围,为阀门焊接工艺的制定提供了重要依据。
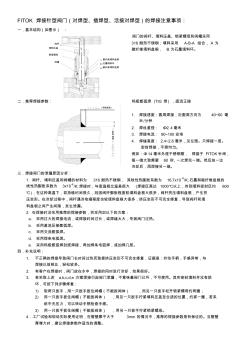
FITOK 焊接针型阀门(对焊型、插焊型、活接对焊型)的焊接注意事项: 一.基本结构(如图示) : 阀门的阀杆、填料压盖、锁紧螺母和阀帽采用 316 耐热不锈钢;填料采用 A-B-A 组合, A 为 碳纤维填料盘根, B 为石墨填料环。 二.推荐焊接参数: 钨极氩弧焊 (TIG 焊 ) ,直流正接 1. 焊接速度:圆周焊接,沿圆周方向为 40~60 毫 米 /分钟 2. 焊丝直径: Φ2 .4毫米 3. 焊接电流: 90~100 安培 4. 焊缝高度: 2.4~2.8 毫米,见左图。只焊接一层。 密封焊接,平滑均匀。 例如:Φ14毫米外径不锈钢管, 焊接于 FITOK针阀, 每一端大致需要 60 秒, 一次焊完一端。然后放一边 冷却后,再焊接另一端。 三.焊接阀门的泄漏原因分析: 1. 阀杆、填料压盖和阀帽的材料为 316 耐热不锈钢, 其线性热膨胀系数为 16.7x10 -6/K;石墨和
热门知识
焊接阀门的选择-
话题: 工程造价fenghao123
精华知识
焊接阀门的选择最新知识
焊接阀门的选择-
话题: 室内设计elevenrainy
-
话题: 工程造价goujianxing
焊接阀门的选择相关专题
- 靠近墙角的焊缝怎么焊接
- 框架梁里面的钢筋焊接套项
- 框架柱焊接接头怎么算
- 两个槽钢焊接怎么焊接
- 两个弯头可以直接焊接吗
- 种焊焊接螺母用在什么地方
- 柱钢筋焊接长度是多少
- 柱主筋与圈梁焊接
- 柱主筋与圈梁焊接问题
- 柱子钢筋有双面焊接
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 可替代现有隔热保温材料的新型材料
- 以贯穿项目为核心载体的建筑工程技术专业素材库建设
- 多逆变器太阳能光伏并网发电系统的组群控制方法
- 影响萘高效减水剂与普通硅酸盐水泥适应性的关键因素
- 在全县非煤矿山和危化企业安全生产工作会议上的讲话
- 中国工程造价咨询业的发展趋势
- 支持并行工程和智能CAPP的制造资源建模技术
- 中共重庆市委重庆市人民政府关于建设平安重庆的决定
- 智能建筑工程报警与电视监控系统前端设备的安装施工
- 在“建筑节能与居住舒适”专题技术交流会议上的讲话
- 以MSP430FW427为核心的远程数字水表设计
- 园林绿化养护精细化管理对河源市园林景观的影响分析