




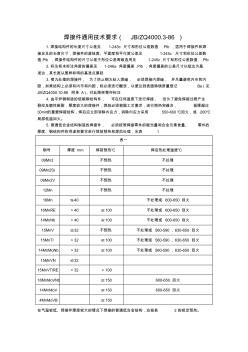
焊接件通用技术要求( JB/ZQ4000.3-86 ) 1.焊接结构件的长度尺寸公差见 1-245c 尺寸和形位公差数值 .Plb ,适用于焊接件和焊 接足见的长度尺寸,焊接件的直线度、平面度和平行度公差见 1-245c 尺寸和形位公差数 值.Plb ,焊接件结构件的尺寸公差于形位公差等级选用见 1-245c 尺寸和形位公差数值 .Plb 2.标注和未标注角度的偏差见 1-246a 角度偏差 .Plb ,角度偏差的公差尺寸以短边为基 准边,其长度从图样标明的基准点算起 3.喷丸处理的焊接件, 为了防止钢丸钻入焊缝, 必须焊接内焊缝, 并尽量避免内市和内 腔,如果结构上必须有内市和内腔,则必须进行酸洗,以便达到表面除锈质量登记 Be(见 JB/ZQ4000.10-86 附录 A),对此图样需作标注 4.由平炉钢制造的低碳钢结构件, 可在任何温度下进行焊接, 但为了避免焊接过程产生 裂纹及脆
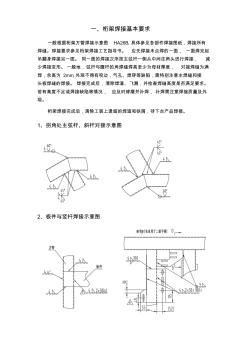
一、桁架焊接基本要求 一般根据桁架方管焊接示意图 HA26B,具体参见各部件焊接图纸,焊接所有 焊缝。焊接要求参见桁架焊接工艺指导书。 应先焊接未点焊的一面, 一面焊完起 吊翻身焊接另一面。 同一面的焊接次序按主弦杆一侧从中间往两头进行焊接, 减 少焊接变形。一般地,弦杆与腹杆的角焊缝焊高至少为母材厚度, 对接焊缝为满 焊,余高为 2mm,外观不得有咬边,气孔、焊穿等缺陷,需特别注意主焊缝和接 头板焊缝的焊接。 焊接完成后,清除焊渣、飞溅,并检查焊缝高度是否满足要求。 若有高度不足或焊接缺陷等情况, 应及时修磨并补焊, 补焊需注意焊接质量及外 观。 桁架焊接完成后,清除工装上遗留的焊渣和铁屑,待下台产品焊接。 1、拐角处主弦杆、斜杆对接示意图 2、板件与竖杆焊接示意图 3、主弦杆、竖杆、切角斜杆对接示意图 4、主弦杆、竖杆、斜腹杆对接示意图 5、扶手架小方管焊接示意图 6、底板、底梁焊接示
焊接件的技术要求相关专题
- 止水铁板焊接搭接长度
- 雨水室外焊接管件问题
- 焊接法兰水表是什么意思
- 焊接水果架子怎么做
- 混水阀能焊接
- 管道滴水怎么焊接
- 水下焊接中国有几人
- 水下焊接的安全措施
- 水下焊接有哪几种方式
- 水下焊接到底是怎么焊接的
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 预制砌块(砖、石)挡土墙工程砌体施工安全技术交底
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 可替代现有隔热保温材料的新型材料
- 以贯穿项目为核心载体的建筑工程技术专业素材库建设
- 云计算技术在城市轨道交通运营指挥管理系统中的应用
- 多逆变器太阳能光伏并网发电系统的组群控制方法
- 影响萘高效减水剂与普通硅酸盐水泥适应性的关键因素
- 在全县非煤矿山和危化企业安全生产工作会议上的讲话
- 中国工程造价咨询业的发展趋势
- 支持并行工程和智能CAPP的制造资源建模技术
- 中共重庆市委重庆市人民政府关于建设平安重庆的决定
- 智能建筑工程报警与电视监控系统前端设备的安装施工
- 在“建筑节能与居住舒适”专题技术交流会议上的讲话