




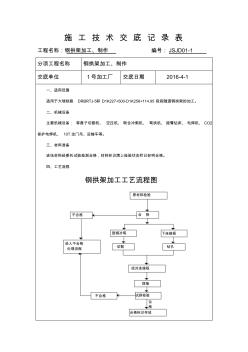
施 工 技 术 交 底 记 录 表 工程名称:钢拱架加工、制作 编号: JSJD01-1 分项工程名称 钢拱架加工、制作 交底单位 1号加工厂 交底日期 2016-4-1 一、适用范围 适用于大瑞铁路 DRBRTJ-5标 D1K227+500-D1K258+114.95 段段隧道钢拱架的加工。 二、机械设备 主要机械设备: 等离子切割机、 空压机、 联合冲剪机、 弯拱机、 摇臂钻床、 电焊机、 CO2 保护电焊机、 10T龙门吊、运输车等。 三、材料准备 进场材料经委托试验检测合格,材料标识牌上检验状态栏已标明合格。 四、工艺流程 原材料检验 型钢冷弯 下连接板 进入不合格 处理流程 切割 钻孔 组对连接板 焊接 试拼检验 合格标识存放 不合格 不合格 合 格 合 格 钢拱架加工工艺流程图 4.1 原材检验合格 材料标识牌上检验状态栏上标明合格,后方可进行钢拱架的加工。
型钢钢架(钢筋网)支护施工工艺 一 工艺概述 在双线隧道Ⅳ~Ⅴ级围岩较差的地段 ,在喷锚支护基础上可采用格栅钢架或型 钢钢架 (加钢筋网 )支护措施,本工艺将讲述型钢钢架(加钢筋网)支护施工工艺。 适用于线间距为 4.6m的时速 250Km客运专线铁路有碴道床一般地区的Ⅳ~Ⅴ 级围岩双线山岭隧道的加强支护。 二 作业内容 1 型钢钢架和钢筋网加工; 2 运输和架设; 3 喷射混凝土。 三 施工准备 1 除在砂土地层中开挖隧道外,钢筋网必须在喷一层混凝土后铺挂,使其与 喷射混凝土形成一体; 2 喷射中如有脱落的石块或混凝土块被钢筋网卡住时,及时清除; 3 安装钢架前必须清除地脚的虚渣及杂物,局部欠挖地段必须提前处理。 四 工艺及质量控制流程 型钢钢架(加钢筋网)支护施工工艺及质量控制流程详见“型钢钢架(加钢筋 网)施工工艺及质量控制流程图” 。 五 工序步序说明 1 钢筋网和钢
热门知识
I22型钢钢架-
话题: 工程造价yinxiabanye
精华知识
I22型钢钢架-
话题: 工程造价shaohong8424
-
话题: 工程造价黄旭20063984
-
话题: 工程造价kevinchen108
最新知识
I22型钢钢架-
话题: 工程造价liudong_1996
I22型钢钢架相关专题
- 卡桑德拉大桥经典
- 卡桑德拉大桥是真的
- 卡桑德拉大桥是哪个国家的
- 康桥和浦江镇哪个好
- 康桥丽都的房子怎么样啊
- 康桥丽都二手房怎么样
- 康桥圣菲怎么样
- 康桥风尚好不好
- 康桥紫郡怎么样
- 康桥九溪郡三期五证
- 在砌块配筋砌体中使用的新型钢筋直螺纹连接套筒
- 影响方管柱H型钢梁隔板贯通式节点承载力的参数分析
- 异型钢伸缩缝在旧桥改造施工中安装新工艺及技术要求
- 公路隧道Ⅴ级围岩初支型钢支架受力分布及动态变化
- 改性聚磷酸铵在室内水性超薄型钢结构防火涂料中应用
- 关于发布行业标准型钢水泥土搅拌墙技术规程公告
- 基坑支护计算中查表选择排桩配筋腰梁型钢规格建议
- 厚壁冷弯方矩管和热轧H型钢轴压极限承载力对比
- 光纤布拉格光栅传感器在钢架结构健康监测中应用
- 各种型钢表示方法
- 基于BIM技术数值模拟在异型钢连桥提升施工中应用
- 某工程十字钢柱与箱型钢梁外包钢筋绑扎施工技术
- 基于MIDAS_Gen型钢混凝土结构静力弹塑性分析
- 冷弯薄壁型钢体系与土建结构房屋经济技术比较收集资料
- 建筑工程回字型钢格构柱塔机基础施工工法
- 基于应用型钢筋混凝土结构原理课程教学改革
- 基于高层建筑中型钢混凝土梁式转换结构设计