
- 首页 >
- > PE给水电熔鞍形旁通
更新时间:2026.07.25




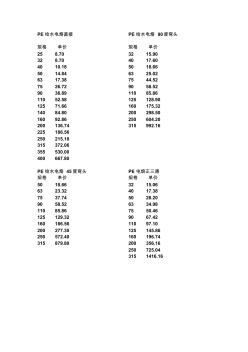
PE给水电熔直接 规格 单价 25 8.70 32 8.70 40 10.18 50 14.84 63 17.38 75 26.72 90 36.89 110 52.58 125 71.66 140 84.80 160 92.86 200 136.74 225 186.56 250 215.18 315 372.06 355 530.00 400 667.80 PE给水电熔 45度弯头 规格 单价 50 18.66 63 23.32 75 37.74 90 58.52 110 85.86 125 129.32 160 186.56 200 277.30 250 572.40 315 879.80 PE给水电熔 90度弯头 规格 单价 32 15.90 40 17.60 50 18.66 63 25.02 75 44.52 90
电熔鞍型安装 .焊接工艺 在操作过程中,操作人员必须严格按照电熔 旁通鞍型 所规定的焊接参数进行 焊接,确保焊接质量。 ①检查电熔 旁通鞍型有无断丝、移位、脱丝 .严重变形等异常现象。不合格 的管件禁止使用。 ②清除管材, 旁通鞍型焊接区域的灰尘或污物。 ③在管材上度用记号笔进行标注,刮除管材表皮(厚度约 0.1-0.2mm),刮 削区域应大于 旁通鞍型底部 。刮削后的管材 .表面严禁被再次污染,如有需要可 用酒精擦拭管材 .管件焊接区表面。 ④将旁通鞍型件安装在经过处理后的管材表面上, 将专用 U型夹具紧固。特 别提示:要把螺帽拧紧!保证两连接面能完全吻合 。 ⑤根据电熔 鞍型件的规格不同,进行正确的程序或参数设置。 ⑥将焊机输出插头插入管件插孔内并锁紧, 确认设定程序或参数无误后, 启 动电熔焊机进行焊接。 在熔接过程中,操作者必须注意观察孔及内熔体的溢出情 况,及时中断异常熔接状态。
热门知识
PE给水电熔鞍形旁通-
话题: 工程造价guozheng5566
精华知识
PE给水电熔鞍形旁通最新知识
PE给水电熔鞍形旁通-
话题: 工程造价abcde198593
相关问答
PE给水电熔鞍形旁通-
话题: 装修工程YANGLI821044
-
话题: 工程造价tqcvivi1122
专题概述
PE给水电熔鞍形旁通知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关PE给水电熔鞍形旁通最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:PE给水电熔鞍形旁通
相关话题
资料下载
相关资讯
PE给水电熔鞍形旁通相关专题
- 可胶粘pe泡沫材料的胶带
- 联塑pe给水管500多少钱一米
- 中财pe管110四通一个多少钱
- 中财PE管
- 铸铁管与PE管连接问题
- 自来水pe管价格大概多少
- 最新pe价格聚乙烯塑料
- 照明的PE线的算法
- 聚丙烯就是PE管材
- 聚乙烯管材PE和HDPE的区别
- 永城火电厂300MW机组给水泵驱动方式的优化选择
- 给水排水工程专业毕业设计的指导实践
- 中国建筑金属结构协会给水排水设备分会人事任命通知
- 关于中国建筑金属结构协会给水排水设备分会换届通知
- 关于消防给水及消火栓系统技术规范部分问题讨论
- 工程建筑给水排水与采暖工程施工工程质量验收规范标准
- 华为施工工艺室内给水排水管道节点图做法大全节点图解
- 广东省市政工程综合定额(2018)第四册给水工程
- 国内锅炉给水泵行业厂家
- 国家标准建筑给水聚丙烯管道工程技术规范通过审查
- 工程项目质量验收配套检查用表建筑给水排水及采暖分部
- 国家标准建筑给水排水设计规范局部修订条文说明
- 哈尔滨市轨道交通一号线太平桥车辆段消防给水系统设计
- 核电厂主给水管道受力分析及恒力支吊架调整方法改进
- 国际知名PE投资意向条款
- 基于QuantumPLC电厂锅炉补给水系统改造
- 国内多级给水泵型号十大品牌浸入式多级离心泵最新排名
- PE给水直接头
- PE给水直管
- PE给水直管式钢塑接头
- PE给水直通
- PE给水等径三通
- PE给水管
- PE给水管(PE100级)
- PE给水管(PN1.6MPa)
- PE给水管(给排水系统)
- PE给水管(黑色)
- PE给水管1.0MPa
- PE给水管1.6MPa
- PE给水管1.6MPa(SDR11)
- PE给水管100级
- PE给水管101级
- PE给水管102级
- PE给水管103级
- PE给水管104级
- PE给水管130级
- PE给水管45°
- PE给水管45度弯头
- PE给水管90°弯头
- PE给水管90度弯头
- PE给水管DN100
- PE给水管DN150
- PE给水管DN4
- PE给水管DN5
- PE给水管DN65
- PE给水管DN80
- PE给水管PN0.6MPa