





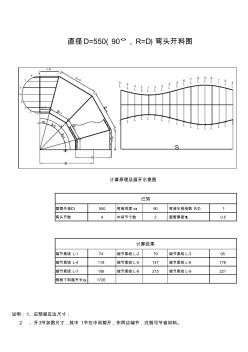
圆管外径D 550 弯曲角度α 90 弯曲半径倍数 R/D 1 弯头节数 4 中间节个数 2 圆管厚度t 0.5 端节素线 L-1 74 端节素线 L-2 79 端节素线 L-3 95 端节素线 L-4 119 端节素线 L-5 147 端节素线 L-6 176 端节素线 L-7 199 端节素线 L-8 215 端节素线 L-9 221 钢板下料展开长s 1726 计算原理及展开示意图 已知 计算结果 说明:1、应预留压边尺寸; 2 、开3节如图尺寸,其中 1节在中间剪开,作两边端节,对剪可节省材料。 直径D=550(90°,R=D)弯头开料图 R S L- 1 L- 2 L- 3 L- 8 L- 7 L- 6 L- 5 L- 8 L- 9L -5 L- 6 L- 7 L- 4 L- 5 L- 4 L- 3 L- 2 L- 2 L- 3L- 4L- 5 L- 4 L -7 L
热门知识
PP-R小桥弯头-
话题: 工程造价xiaotudou927
精华知识
PP-R小桥弯头-
话题: 工程造价zhulongxu0
最新知识
PP-R小桥弯头-
话题: 项目管理ILY588165133
PP-R小桥弯头相关专题
- 联塑PPR管为什么会敲破
- 联塑ppr管道怎么区别真假
- 联塑PPR管真假如何区别
- 中财ppr水管价格
- 中国ppr管十大名牌都有哪些
- 中国ppr管pvc管十大名牌
- 中国石材网app转让价格
- 阻燃pp塑料的价格是多少
- 最新ppr管十大品牌排行
- 做一个app需要花多少钱
- 在小桥涵软基处理中如何运用预应力混凝土管桩的分析
- 关于下发小桥涵构造物施工质量控制要点通知
- 冷热水用无规共聚聚丙烯(PPR)管材管件质量分析
- 建筑给水三型聚丙烯管道(PPR)施工工法讲解学习
- 揭东霖磐立交至揭阳高新区段改建工程高明小桥施工组织
- 建筑给水三型聚丙烯管道(PPR)施工工法教学内容
- 基于随形冷却电熔管道弯头注塑成型残余应力控制
- 中小桥梁公路常见病害及处理方法
- 框架小桥施工组织设计
- 90度弯管、支承管支撑管弯头的注射注塑模具设计开题报告
- PPR管件生产标准塑料行业PPR管十大品牌
- 常用钢制管件弯头、三通、异径管、管帽理论重量体积表
- 无规共聚聚丙烯PPR给水管安装
- 制作大口径ф450、ф500、ф630PE管弯头
- 小桥施工安全技术交底
- 冲压弯头尺寸重量照表
- 管弯头价格行情走势工程造价规格型号大全
- PP-R带丝堵头
- PP-R带六角内螺纹直接
- PP-R带六角外螺纹直接
- PP-R带密封槽法兰
- PP-R带座内丝弯头
- PP-R带座内牙弯头
- PP-R带座内螺弯头
- PP-R带座外牙弯头
- PP-R带板内螺纹90°弯头
- PP-R带槽熔件
- PP-R带牙活接
- PP-R带脚内牙弯头
- PP-R带脚内螺纹90°弯头
- PP-R带脚管卡
- PP-R带膨胀管夹
- PP-R带角管卡
- PP-R带铜丝45°弯头
- PP-R带铜丝90°弯头
- PP-R带铜丝三通
- PP-R带铜丝直通
- PP-R平四通
- PP-R平法兰
- PP-R平法兰套
- PP-R平法兰套配垫圈
- PP-R平管脚卡
- PP-R平面四通
- PP-R度弯头
- PP-R座卡
- PP-R开口卡
- PP-R异径45度弯头