




喷锌主要施工方法 一、表面处理 表面处理,本公司结合并参照国际与国内喷镀防腐技术规范, 根据我公司多年防腐技术施工经验,对基材表面采用喷砂除锈,除 锈标准按照中华人民共和国标 准 GB8923-88Sa3级标准,本标准具 体质量要求是:非常彻底的喷砂除锈、氧化皮、油脂、锈及污物和 油漆等附着物,该表面应显示均匀的金属色泽,最后表面用清洁干 燥的压缩空气或干净的刷子清理。 在施工过程中,我公司采用以下设备和措施 1)根据不同的工程规范范围,喷砂设备有 6m3/8Kg和 9m3/8Kg 空气压缩机、储气罐、油水分离器、空气滤清器、喷砂罐、胶带、 喷砂枪、耐磨瓷嘴,一切机具齐备。 2)磨料选用硬度高,有棱角的 0.5-1mm石英砂。砂粒干燥,含 水量小于 1%(含水量< 1%),清洁无杂质,喷嘴选用扩张L型瓷嘴。 空气经扩张-压缩-扩张等阶段,流出砂嘴的空气流量能达到超音 速状态,使喷射的磨料大
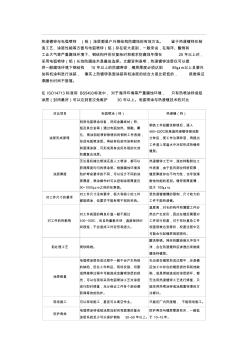
热浸镀锌与电弧喷锌 (铝)涂层都是户外钢结构防腐蚀的有效方法。 鉴于热浸镀锌在制 造工艺、涂层性能等方面与电弧喷锌(铝)存在较大差别,一般来说,在海洋、酸雨和 工业大气等严重腐蚀环境下、钢结构件形状复杂时和根求防腐蚀年限在 25年以上时, 采用电弧喷锌(铝)长效防腐技术是最佳选择。文献资料表明,热浸镀锌涂层仅可以提 供一般腐蚀环境下钢结构 10 年以上的防腐寿命,镀层厚度必须达到 85μm以上且要外 加有机涂料进行涂装, 事实上热镀锌表面涂装有机涂层的结合力是比较低的, 很难保证 漆膜长时间不脱落。 在 ISO14713标准和 BS5493标准中, 对于海洋环境等严重腐蚀环境, 只有热喷涂锌或铝 涂层(封闭最好)可以达到首次免维护 30 年以上。电弧喷涂与热浸镀技术的对比 对比项目 电弧喷涂(锌) 热浸镀(锌) 涂层形成原理 利用电弧喷涂设备,将纯金属线材(锌、 铝及其合金等)通过电弧加热
热门知识
喷锌施工安全-
话题: 建筑施工michaelguo
-
话题: 工程造价cdhaisheng
-
话题: 工程造价wang7715248
精华知识
喷锌施工安全-
话题: 建筑施工daichunlong
-
话题: 地产家居gamefox0809
-
话题: 造价软件bz519434218
最新知识
喷锌施工安全-
话题: 装修工程yangliqun31
-
话题: 建筑施工tangling_88
喷锌施工安全相关专题
- 怎样才能把油漆喷好
- 怎样喷镂空油漆
- 油漆是喷的好还是刷的好
- 油漆是喷好还是刷好好吗
- 消防喷淋上喷和下喷什么区别
- 锌铁合金门这么样
- 氧化锌橡胶工艺中的作用
- 消防登高面上能做旱喷
- 粉喷桩水泥掺入量的比值
- 粉喷桩的单价和施工方法
- 预制砌块(砖、石)挡土墙工程砌体施工安全技术交底
- 中华华丹雨、污水管道沟槽开挖专项施工方案教学教材
- 医院病房楼工程施工装饰装修工程施工控制
- 在全县非煤矿山和危化企业安全生产工作会议上的讲话
- 智能建筑工程报警与电视监控系统前端设备的安装施工
- 有限元法在软土浅埋隧道施工过程的动态模拟中的应用
- 宜兴沈北路二号桥大直径钻孔灌注桩的施工与质量控制
- 引用公路桥涵施工技术规范JTJ0412000
- 中华大厦五层宏远公司办公室内装修工程施工组织设计
- 云南省昆明市建设局建筑工程深基坑施工安全管理规定
- 云南省城镇照明工程安全生产规程(修订征求意见稿)
- 中国施工企业管理协会科学技术奖技术创新成果申报书
- 展览馆装饰工程消防改造施工组织设计方案(91页)
- 乍嘉苏高速公路改性沥青SMA—13面层试验段施工
- 中航格澜阳光花园一期门禁对讲建设项目施工组织设计
- 中国石油西藏销售分公司施工作业HSE计划书
- 指路标志(里程碑和百米碑)施工记录表