




![直螺纹钢筋套筒连接施工技术交底[2]](https://files.zjtcn.com/group1/M00/62/3B/CgoBZ2A5VleAeiI_AABEckzSXng090.jpg)
直螺纹钢筋套筒连接施工技术交底 一、 剥肋滚压螺纹加工与检验 采用钢筋剥肋滚丝机(型号: GHG40、GHG50),先将钢筋的横肋和纵肋进行 剥切处理后,使钢筋滚丝前的柱体直径达到同一尺寸,然后再进行螺纹滚压成型。 钢筋剥肋滚丝机由台钳、剥肋机构、滚丝头、减速机、涨刀机构、冷却系统、 电器控制系统、机座等组成。其工作过程:将待加工钢筋夹在夹钳上,开动机器, 扳动进给装置,使动力头向前移动,开始剥肋滚压螺纹,待滚压到调定位置后设备 自动停机并反转,将钢筋端部退出滚压装置,扳动进给装置将动力头复位停机,螺 纹即加工完成。 剥肋滚丝头加工尺寸应符合表 1的规定。丝头加工长度为标准型套筒长度的 1/2, 其公差为 +2P(P为螺距) 剥肋滚丝头加工尺寸 (mm) 表 1 规格 剥肋直径 螺纹直径 丝头长度 完整丝扣圈数 16 15.1 ±0.2 M16.5× 2 22.5 ≥8 18 1
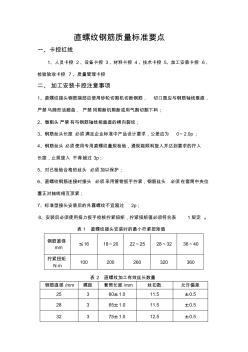
直螺纹钢筋质量标准要点 一、卡控红线 1、人员卡控 2、设备卡控 3、材料卡控 4、技术卡控 5、加工安装卡控 6、 检验验收卡控 7、质量管理卡控 二、加工安装卡控注意事项 1、直螺纹接头钢筋端部应使用砂轮切割机切断钢筋, 切口面应与钢筋轴线垂直, 严禁马蹄形活翘曲, 严禁用剪断机剪断或用气割切割下料; 2、墩粗头严禁有与钢筋轴线相垂直的横向裂纹; 3、钢筋丝头长度 必须满足企业标准中产品设计要求,公差应为 0~2.0p; 4、钢筋丝头 必须使用专用直螺纹量规检验,通规能顺利旋入并达到要求的拧入 长度,止规旋入 不得超过 3p; 5、对已检验合格的丝头 必须加以保护; 6、直螺纹钢筋连接时接头 必须采用管钳扳手拧紧,钢筋丝头 必须在套筒中央位 置正对轴线相互顶紧; 7、标准型接头安装后的外露螺纹不宜超过 2p; 8、安装后必须使用扭力扳手校核拧紧扭矩,拧紧扭矩值必须符合表 1规
热门知识
直螺纹钢筋套筒价格-
话题: 工程造价lilinduiyu
精华知识
直螺纹钢筋套筒价格最新知识
直螺纹钢筋套筒价格相关问答
直螺纹钢筋套筒价格-
话题: 装修工程longshaowen
直螺纹钢筋套筒价格相关专题
- 卡式螺母M6配多大的方孔
- 卡式螺母浮动螺母
- 开槽螺母W是什么尺寸
- 开槽沉头螺钉M20的具体数据
- 开关底盒螺丝坏了,怎么办
- 开一家小型螺栓加工厂
- 开一个螺栓孔大概多少钱
- 考研数学三考螺线
- 可挠螺纹电缆保护管
- 扣件螺丝生产设备
- 中国漩涡气泵价格
- 中国热水管道增压泵价格行业十大立式自吸泵品牌首选
- 招标代理服务收费标准计价格[2002]1980号
- 征用集体土地涉及的土地及房屋拆迁补偿价格评估实践
- 关于转发水利工程供水价格核算规范(试行)通知
- 公路造价模板2016年3季度地方综合材料指导价格
- 公路造价模板2016价格信息11月价格(含税)
- 工程造价管理中工程材料价格
- 关于调整工程主要材料结算价格加强建设工程材料价格
- 关于建设工程工料机价格涨落调整与确定工程造价意见
- 各品牌商标锌锭最新价格表
- 工程量清单模式费用构成和国外建设工程项目价格构成
- 广州市政府信息化云服务平台采购目录及产品服务价格表
- 国家发展改革委发出通知做好成品油和电力价格调整工作
- 合理定价加强管理——关于招投标工程价格确定和管理
- 关于做好我市调整住房供应结构稳定住房价格工作通知
- 关于补充铁路工程建设材料预算价格材料项目通知