




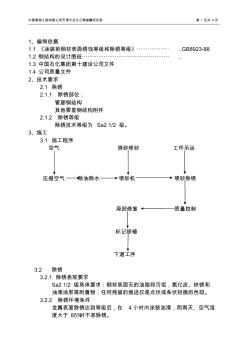
中国南海工程有限公司天津大沽化乙烯储罐项目部 第 1页共 4页 1、编制依据 1.1 《涂装前钢材表面锈蚀等级和除锈等级》⋯⋯⋯⋯⋯⋯ ..GB8923-88 1.2 钢结构的设计图纸⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ .. 1.3 中国石化集团第十建设公司文件 1.4 公司质量文件 2、技术要求 2.1 除锈 2.1.1 除锈部位: 管廊钢结构 其他零星钢结构附件 2.1.2 除锈等级 除锈技术等级为 Sa2 1/2 级。 3、施工 3.1 施工程序 空气 筛砂晾砂 工件吊运 压缩空气 除油除水 喷砂机 喷砂除锈 局部修复 质量控制 标记移植 下道工序 3.2 除锈 3.2.1 除锈表观要求 Sa2 1/2 级具体要求:钢材表面无的油脂和污垢,氧化皮、铁锈和 油漆涂层等附着物,任何残留的痕迹仅是点状或条状轻微的色斑。 3.2.2 除锈环境条件 金属表面除锈达到等级后,在 4小时
三里港 钢结构喷砂防腐 施工方案 1.喷砂除锈 喷砂前,依据《涂装前钢材表面锈蚀等级和除锈等级》规定, 对金属结构基体表面锈蚀等级 进行评定。仔细检查,清除焊渣、飞溅等附着物,并清洗表面油脂及可溶污物,对无用的焊 接体或联接物也应作妥善处理。 2.磨料控制 喷砂除锈用的砂,要求颗粒坚硬、有棱角、干燥(含水量 <2%)、无泥土及其他杂质;以石 英砂为好,粗河砂也可;同时,应考虑砂料运输条件,单价高低,回收能力等因素;砂料粒 径以 0.5 ~1.5mm为宜,筛选前须晒干, 存储于棚内、 室内,筛孔大小为: 粗筛 40~48孔 /cm2 (粒径 1.2mm)、细筛 372~476 孔 /cm2(粒径 0.3mm)。除锈方案确定后,磨料可选河砂、 石英砂或二者混合。在岗南水库除险加固中,经预喷比较,将石英砂和河砂按 1∶1掺和使 用除锈效果最好。 3.工具控制 喷砂操作时,空压机气压为 6.0×1
热门知识
北京钢结构喷砂-
话题: 工程造价ly328881198
-
话题: 工程造价qihaiwen2002
精华知识
北京钢结构喷砂-
话题: 结构设计piouslomno
-
话题: 工程造价guodongqang
最新知识
北京钢结构喷砂-
话题: 计价依据lys123123123
-
话题: 项目管理jxyfjinlei1
北京钢结构喷砂相关专题
- 北京建筑结构加固公司
- 北京哪里能检测结构胶
- 北京全现浇结构劳务费
- 北京钟鼓楼的建筑结构
- 北京地铁14号线路图
- 北京银河soho施工图
- 北京新浪总部景观文本
- 北京旭辉7号景观设计
- 北京山水文园小区景观实景
- 北京办公室装修设计效果图
- 园林绿化技术资料钢结构油漆分项工程质量检验评定表
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 展厅A1屋面钢结构工料机表【XX会展综合体项目】
- 国网北京市电力公司全面启动2014年煤改电工程
- 杭州奥体博览中心主体育场钢结构施工模拟分析
- 工艺工法建筑施工钢结构屋顶天线滑移提升施工工法
- 国外智能交通系统ITS发展综述及对北京市启示
- 北京邦驰世纪水处理科技有限公司化工循环水处理方案
- 公司系统工程转炉炼钢连铸钢结构工程施工组织设计方案
- 关于印发北京、上海、广州地铁安全管理工作经验通知
- 刘秉正诉北京市康达汽车装修厂专利实施许可合同纠纷案
- 京价协精选号北京市建设工程造价咨询服务参考费用调整
- 某大楼钢结构铝单板飘带及钢构尖塔铝单板造形承包合同
- 江苏省GJ324钢结构防火涂料施工厚度检查记录
- 嘉绩钢结构工程有限责任公司广告牌施工组织设计
- 技术交底北京建工集团通用预应力短向圆孔板安装
- 北京市政府采购电子政务进程