
- 首页 >
- > 不锈钢风管制作、安装
更新时间:2026.06.21




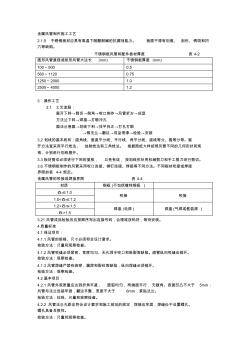
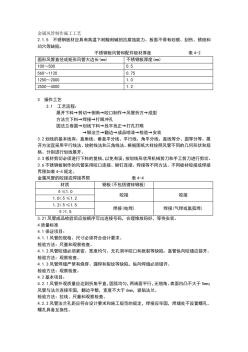
金属风管制作施工工艺 2.1.5 不锈钢板材应具有高温下耐酸耐碱的抗腐蚀能力。 板面不得有划痕、 刮伤、锈斑和凹 穴等缺陷。 不锈钢板风管和配件板材厚度 表 4-2 圆形风管直径或矩形风管大边长 (mm) 不锈钢板厚度 (mm) 100~500 0.5 560~1120 0.75 1250~2000 1.0 2500~4000 1.2 3 操作工艺 3.1 工艺流程: 展开下料→剪切→倒角→咬口制作→风管折方→成型 方法兰下料→焊接→打眼冲孔 圆法兰卷圆→划线下料→找平找正→打孔打眼 →铆法兰→翻边→成品喷漆→检验→安装 3.2 划线的基本线有:直角线、垂直平分线、平行线、角平分线、直线等分、圆等分等。展 开方法宜采用平行线法、 放射线法和三角线法。 根据图纸大样按照风管不同的几何形状和规 格、分别进行划线展开。 3.3板材剪切必须进行下料的复核, 以免有误, 按划线形状用机械
热门知识
不锈钢风管制作、安装-
话题: 工程造价huang88888
-
话题: 工程造价mj87696118
-
话题: 暖通空调tony120282
精华知识
不锈钢风管制作、安装-
话题: 工程造价kelvin1986
-
话题: 工程造价zhanlinyang
最新知识
不锈钢风管制作、安装-
话题: 工程造价hanna1642110
-
话题: 室内设计yingjinghai
相关问答
不锈钢风管制作、安装-
话题: 室内设计lbzhangbao
-
话题: 工程造价qianniu6999
专题概述
不锈钢风管制作、安装知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关不锈钢风管制作、安装最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:不锈钢风管制作、安装
相关话题
资料下载
相关资讯
不锈钢风管制作、安装相关专题
- 可否制作不锈钢方管冲孔机
- 可丽纳特不锈钢筷子笼CP010
- 刻蚀不锈钢板多少钱一平
- 昆明不锈钢水箱
- 昆山不锈钢切割到哪里加工
- 昆山哪里卖不锈钢管
- 昆山哪里有黑钛镜面不锈钢
- 昆山哪里有卖不锈钢的
- 昆山哪里需要做不锈钢
- 昆山专业做不锈钢挡水板
- 智能建筑工程报警与电视监控系统前端设备的安装施工
- 招远电视台制作播出系统数字化改造工程的设计与实践
- 智能建筑智能化工程名词解释-通信系统设备安装工程
- 以工作任务为载体的安装工程造价课程教学改革与实践
- 圆锥碎矿机工作原理、技术参数、安装调试及维护检修
- 医院弱电系统线缆敷设及柜箱安装施工方案与技术措施
- 含有彩色浆料和渗透墨水形成的陶瓷砖及制作方法
- 云南某科研大楼及配套工程建筑安装工程施工组织设计
- 应急柴油发电机组安装00D272机组冷却方式
- 支架、吊架安装检验批模板
- 云南省造价工程师安装计量:除锈、刷油和衬里考试题
- 义龙丽景都市公寓门窗玻璃安装分项工程监理实施细则
- 中分带回填土、路缘石安装及培土路肩施工方案修改后
- 有限公司电力液压电梯门系统安装工程质量验收记录表
- 中国联通某分公司办公楼中央空调采购及安装招标文件
- 义乌市某水厂土建及安装工程施工组织设计目录及封面
- 中国建筑第八程局工业设备安装公司科技进步情况调查
- 不锈钢封头报价是多少
- 不锈钢扶手(B14)代表什么
- 不锈钢扶手的材料
- 不锈钢扶手护栏图集
- 不锈钢扶手样品图
- 不锈钢扶手要哪些配件
- 不锈钢扶手怎么计算
- 不锈钢扶手怎么做
- 不锈钢扶梯的价格多少
- 不锈钢扶梯制作所需的工具
- 不锈钢腐蚀技术
- 不锈钢复合板的定义
- 不锈钢复合板有几种规格
- 不锈钢复合钢板价格多少
- 不锈钢复合工艺
- 不锈钢复合管栏杆多少钱
- 不锈钢复合管哪家比较好
- 不锈钢复合管怎么焊接
- 不锈钢复合管重量怎么计算
- 不锈钢盖板问题
- 不锈钢杆的单位质量是多少
- 不锈钢感应门怎么安装
- 不锈钢干挂件多少钱一套
- 不锈钢干挂墙怎么做
- 不锈钢刚钢球要怎么热处理
- 不锈钢钢板厂家有哪些
- 不锈钢钢板打孔不好打
- 不锈钢钢材重量计算公式
- 不锈钢钢带多少钱一吨
- 不锈钢钢带什么用途