




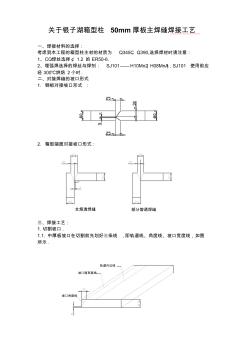
关于银子湖箱型柱 50mm厚板主焊缝焊接工艺 一、焊接材料的选择: 考虑到本工程的箱型柱主材的材质为 Q345C、Q390,选择焊材时请注意: 1、CO2焊丝选择¢ 1.2 的 ER50-6. 2、埋弧焊选择的焊丝与焊剂: SJ101——H10Mn2(H08MnA), SJ101 使用前应 经 300℃烘焙 2小时 . 二、对接焊缝的坡口形式 1. 钢板对接坡口形式 : 2. 箱型端面对接坡口形式: 全熔透焊缝 部分熔透焊缝 三、焊接工艺: 1.切割坡口 . 1.1. 中厚板坡口在切割前先划好三条线 ,即轨道线、角度线、坡口宽度线,如图 所示 . 坡口面宽度线 坡口角度线 轨道内边线 1.2. 一律采用半自动切割机进行打坡口 , 打坡口前 ,应检查半自动切割机行走轨 道的直线度≤ 2mm, 对轨道直线度超标的应重新校直或重新制做 . 1.3. 对切割后的坡口进行打磨 , 打磨范

超厚板焊接工艺相关专题
- 空心楼盖怎么计算板厚
- 篮球板用多厚的钢化玻璃
- 连梁超筋怎么办
- 连梁超筋怎么处理
- 梁高是否含板厚
- 梁高包含板厚
- 梁宽比墙厚
- 梁有没有超筋
- 制造易拉罐材料一般多厚
- 种草皮要多厚的土层
- 基于超磁致伸缩效应的新型液压高速开关阀
- 应用亚温淬火工艺解决45钢槽型螺母淬裂问题的探索
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 中国焊接学会堆焊及表面工程专委会
- 渗透型建筑物硅橡胶防水涂料的制备工艺及其制品
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 椭圆截面螺旋等通道挤压制备超细晶材料的新工艺
- 基于CMOS工艺的二维风速传感器的设计和测试
- 岳城水库大副坝防渗墙塑性混凝土施工工艺及质量控制
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 无机材料工艺学课程改革探索
- 中厚板生产线升级改造设备中心线基准的测量方法
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 整体式抛填侧向爆破施工工艺在爆破挤淤施工中的应用
- 政府还贷二级公路收费站取消后治超工作的建议与对策
- 在32‰大坡道地段架设铁路T梁施工工艺及技术