





1 车间设备管理制度 设备是企业生存发展的物质基础,生产效率的高低是否稳定提高, 关键看设备能否正常运转、安全运行,为此必须加强设备管理,建立健 全设备管理制度,为搞好各个车间的设备管理工作,特作如下规定。 1、运行管理 所有设备、 管道、阀门、电缆、 电气仪表(及工量器具) 的运行 (使 用)管理维护保养由各使用单位(人员)负责。 重要设备(价格 10万元 /台以上,功率 300KW以上)的投用与否由 使用单位提出建议,设备部门复检,公司领导同意后方可实施。设备管 理实行全过程的管理和责任追究制,车间的每一个员工都要关心设备、 维护保养好自己所使用的设备。发生设备事故,按照四不放过(事故原 因没有查清不放过;事故的责任者和员工没有受到教育不放过;没有制 订出防范措施不放过; 事故责任者没有得到处理不放过) 和三个对待(小 事故当大事故对待;未遂事故当已成事故对待;外单位事故当本单位事
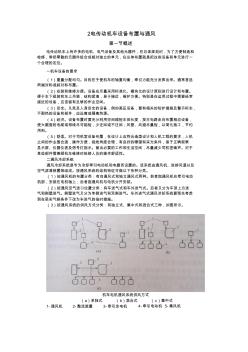
2电传动机车设备布置与通风 第一节概述 电传动机车上有许多的电机、电气设备及其他元器件,在总体规划时,为了方便制造和 检修,常把零散的元器件组合成相对独立的单元,在总体布置就是把这些设备和单元进行一 个合理的定位。 一机车设备的要求 (1)重量分配均匀。目的在于使机车的轴重均衡,牵引力能充分发挥出来。通常首选 两端对称或斜对称布置。 (2)安装和维修方便。设备应尽量采用标准化、模块化的设计原则进行设计和布置。 便于车下组装和车上吊装,结构紧凑,易于接近,维护方便。特别是在运用过程中需要经常 接近的设备,应该留有足够的作业空间。 (3)安全。凡危及人身安全的设备,例如高压设备,要有相关的防护措施及警示标志, 不耐热的设备和部件,应远离或隔离热源。 (4)经济。设备布置时要充分利用空间缩短车体长度,按主电路走向布置相应设备, 使大截面的电缆或母线尽可能短,少迂回或不迂回;风管、风道尽量短,以简
热门知识
车间设备布置-
话题: 地产家居jiansan0905
精华知识
车间设备布置-
话题: 工程造价150****3098
-
话题: 工程造价151****1010
-
话题: 工程造价158****3815
最新知识
车间设备布置-
话题: 工程造价150****6763
-
话题: 建筑设计lhg339821788
-
话题: 工程造价139****9288
车间设备布置相关专题
- 炼钢渣垮车间是干什么的
- 炼钢厂车间布局图
- 炼钢厂精炼车间累不累
- 炼钢厂连铸车间危险
- 炼钢车间的平面布置图
- 注塑车间管理的概述是什么
- 注塑车间生产计划
- 注塑车间最佳管理
- 怎样才能管理好一个车间
- 怎样设计喷漆车间
- 智能建筑工程报警与电视监控系统前端设备的安装施工
- 有源配电网设备利用率影响因子体系及其价值计算方法
- 正压送风对降低污水厂设备腐蚀的作用与实践(论文)
- 原材料(设备)合格证、试验报告汇总表碎石
- 智能建筑工程设计中的机电设备集成配置系统总体设计
- 新型的低压成套开关设备GGD型低压配电柜
- 智能建筑智能化工程名词解释-通信系统设备安装工程
- 政府投资工程类项目材料设备采购风险浅析及应对策略
- 执行设备工程监理规范提升地铁设备监理服务质量
- 浙江深美装饰工程有限公司生产车间工程安全监理细则
- 以可靠性为中心的修在医疗设备维修领域的应用综述
- 一体化载体循环生物处理设备处理生活污水的中试
- 因工程施工、设备维修等原因确需停止供水审批申请表
- 中国哈尔滨国际水处理给排水设备及泵阀管道展会概况
- 引进10000m^3/h空分设备的流程及安装特点
- 中国制冷空调设备维修安装企业资质等级认证评审公示
- 振荡波局放检测设备在10kV电缆局放测试中的应用