





本实用新型公开了一种电熔管件焊接电热丝包覆模头装置,包括模头主体、前嵌件、后嵌件和注射头,模头主体设置有互通的前安装孔、后安装孔和流体注入孔,前嵌件固定安装在前安装孔处,后嵌件固定安装在后安装孔处,前嵌件设置有进线孔,后嵌件设置有出线孔,进线孔正对出线孔,注射头的一端与流体注入孔对接,注射头的另一端与塑料挤出机的塑料挤出口对接。本实用
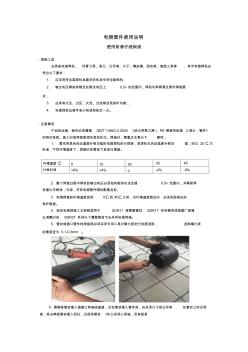
电熔管件使用说明 使用前请仔细阅读 、焊接工具 应具备电熔焊机、 切管刀具、刮刀、记号笔、尺子、橡皮锤、固定架、复圆工具等 , 其中电熔焊机应 符合以下要求: 1. 应采用符合国家标准要求的标准专用电熔焊机; 2. 输出电压需始终稳定在额定电压土 0.5v 的范围内,焊机功率需满足管件焊接要 求; 3. 应具有欠压、过压、欠流、过流等自我保护功能; 4. 电熔焊机应每年至少校准和检定一次。 、注意事项 产品的运输、储存必须遵循 GB/T 13663.2-2005 《给水用聚乙烯( PE 管道系统第 2部分:管件》 的相关条款。施工时按照国家相关规范执行。焊接时,需重点注意以下 事项: 1. 需采用具有自动温度补偿功能的电熔焊机进行焊接,若焊机无自动温度补偿功 能,则以 20 C为 标准,不同环境温度下,焊接时间需按下表进行增减。 环境温度 C 0 10 20 30 40 补偿时间 +8%
热门知识
电熔管件焊接参数-
话题: 地产家居123009123009
-
话题: 室内设计qq463760797
-
话题: 工程造价zh665hi21198
精华知识
电熔管件焊接参数最新知识
电熔管件焊接参数-
话题: 装修工程YANGLI821044
电熔管件焊接参数相关专题
- pe电熔管件
- 电熔pe管件
- 160电熔三通焊接视频
- pe管电熔焊三通接视频
- 全自动电熔焊接机
- pe全自动电熔焊机
- pe管电熔对接焊机
- 电熔管件焊接时间
- 电熔管件焊接参数
- pe套筒电熔焊接时间
- 中国焊接学会堆焊及表面工程专委会
- 圆锥碎矿机工作原理、技术参数、安装调试及维护检修
- 影响方管柱H型钢梁隔板贯通式节点承载力的参数分析
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 有限元解Biot固结方程时初始参数选取方法
- 新型高压输电线路电量参数测量装置与设计
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 圆钢管混凝土K型焊接管板节点试验和有限元分析
- 工艺参数对铝合金激光填丝搭接焊缝成形影响
- 关于超超临界1000MW机组参数选型报告(锅炉)
- 工程陶瓷超精加工工艺参数对表面粗糙度影响实验
- 功率参数对超音速等离子制备高铝铜合金涂层组织影响
- 改善超高压电缆金属铝护套氩弧焊焊接质量方法
- 工程机械行业焊接与切割应用现状及关键技术发展趋势
- 基于Dynaform三通管件液压成形影响因素分析
- 基于MATLAB偏心轮推杆行星传动参数优化设计