




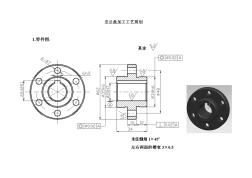
法兰盘加工工艺规划 2.零件分析 1)零件的结构特点 该法兰是一个过渡联接件,用于轴与其他部件的联接,轴与¢ 20H7 孔配合,并通过键槽传递扭矩,¢ 34h6和¢35h6分别用于不同孔径 部件配合。 6个¢7的孔用于部件的紧定。 2)零件毛坯与生产纲领 零件毛坯采用 HT200铸造而成,年产量为 5000件,属小批生产。 查表的总体毛坯余量为径向单边 3mm,轴向 3mm。 3)零件各加工表面及技术要求 (查公差与配合表 ) 序号 加工表面 基本尺寸( mm) 公差等级( mm) 尺寸公差( mm) 位置公差( mm) 表面粗糙度( m) 1 62外圆面 62 自由公差 —— —— 6.3 2 35外圆面 35 IT6 0 -0.016 0.02 0.8 3 34外圆面 34 IT6 0 -0.016 0.02 0.8 4 20内孔 20 IT7 +0.021 0
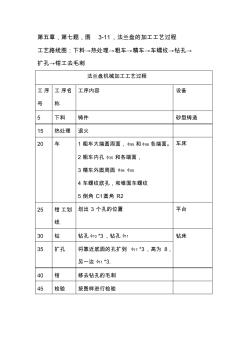
第五章,第七题,图 3-11,法兰盘的加工工艺过程 工艺路线图:下料→热处理→粗车→精车→车螺纹→钻孔→ 扩孔→钳工去毛刺 法兰盘机械加工工艺过程 工序 号 工序名 称 工序内容 设备 5 下料 铸件 砂型铸造 15 热处理 退火 20 车 1 粗车大端圆周面, 95和 56各端面。 2 粗车内孔 35 和各端面, 3 精车外圆周面 94 55 4 车螺纹底孔,和锥面车螺纹 5 倒角 C1圆角 R2 车床 25 钳工划 线 划出 3 个孔的位置 平台 30 钻 钻孔 10 *3,钻孔 11 钻床 35 扩孔 将靠近底面的孔扩到 17 *3,高为 8, 另一边 11 *3. 40 钳 修去钻孔的毛刺 45 检验 按图样进行检验 二、轴类零件机械加工工艺过程 工艺路线: 下料→正火→粗车→调质→半精车→粗磨→精磨→检验 轴类零件的加工工艺过程 工序号 工序名称 工序内容 设备 5 准备 4

法兰加工机相关专题
- 卡箍与法兰有何区别
- 卡箍法兰问题
- 卡箍法兰连接问题
- 快速夹钳法兰座与直座区别
- 中国管件法兰之都是哪里
- 中石油法兰管件标准
- 注塑法兰接头带法兰片么
- 铸钢法兰阀门套什么定额
- 转换法兰套用什么定额
- 座便器法兰有什么作用
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 中国机械工程学会授予材料热处理工程师资格人员名单
- 永磁同步电机简介
- 财政投资项目评审建设新机制
- 亿阳信通中标环城高速公路晋江至石狮段机电工程项目
- 全热回收地源热泵空调机组的系统及工程方案设计
- 智能建筑工程设计中的机电设备集成配置系统总体设计
- 展厅A1屋面钢结构工料机表【XX会展综合体项目】
- 应用型人才培养模式下高校机电工程综合实践改革探索
- 永春县农田水利设施产权制度改革和运行管护机制试点
- 智能电力监控管理系统在某飞机维修公司工程中的应用
- 智能小区以太接入交换机SNMP代理设计与实现
- 柘溪水电厂扩建工程发电机出口设置GCB优越性
- 圆锥碎矿机工作原理、技术参数、安装调试及维护检修
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 高度集成化导航接收机系统射频电路的设计与实现
- 招投标书—转轮除湿机方案概述技术标商务标标书模板