




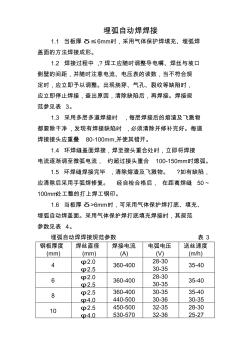
埋弧自动焊焊接 1.1 当板厚 δ≤6mm时,采用气体保护焊填充、埋弧焊 盖面的方法焊接成形。 1.2 焊接过程中 ,?焊工应随时调整导电嘴、焊丝与坡口 侧壁的间距,并随时注意电流、电压表的读数,当不符合规 定时,应立即予以调整。出现烧穿、气孔、裂纹等缺陷时, 应立即停止焊接,查出原因,清除缺陷后,再焊接。焊接规 范参见表 3。 1.3 采用多层多道焊接时 ,每层焊接后的熔渣及飞溅物 都要除干净 , 发现有焊接缺陷时 ,必须清除并修补完好。每道 焊接接头应重叠 80-100mm,并使其错开。 1.4 环焊缝盖面焊接,焊至接头重合处时,立即将焊接 电流逐渐调至微弧电流, 约超过接头重合 100-150mm时熄弧。 1.5 环焊缝焊接完毕 ,清除熔渣及飞溅物。 ?如有缺陷, 应清除后采用手弧焊修复。 经自检合格后, 在距离焊缝 50~ 100mm处工整的打上焊工钢印。 1.6 当板厚 δ>6m
领取免费查重软件 + 一键修改降重 www.4koo.cn 自动焊接机论文题目 一、最新自动焊接机论文选题参考 1、GLJ-1型自行车架管连接自动焊机 2、DCQH-9718多功能储能式桥丝自动焊接机及其应用 3、微车后桥壳纵缝自动焊机设计研究 4、PE阀门自动焊接机的开发设计 5、新能源汽车供电系统自动焊接机机械系统研制 6、S型触头银触点自动焊接机的设计 7、汽车钢圈自动焊接机 8、四坐标自动焊接机的 CNC系统 9、多功能储能式桥丝自动焊接机的研究与应用 10、双焊枪相贯线自动焊接机机械系统设计 11、带钢自动焊接机气动及液压系统的设计 12、PAW2000管道全位置自动焊机的研制与应用 13、立柱式管 -板自动焊机的研发 14、履带式翅片燃气自动焊接机的研制 15、四自由度管座自动焊机 16、基于 C8051F020单片机的 T型管自动焊接机控制系统 17、小型轮毂自动焊接机的研制
热门知识
钢瓶自动焊接护罩机-
话题: 地产家居wjp4294793
精华知识
钢瓶自动焊接护罩机最新知识
钢瓶自动焊接护罩机-
话题: 地产家居gangquan1983
-
话题: 地产家居zhanggangwei
钢瓶自动焊接护罩机相关专题
- 衡阳钢瓶液化气的价格
- 氩气钢瓶怎样排除空气
- 液化气钢瓶生产厂家国内的
- 液化气钢瓶规格尺寸
- 液化气钢瓶年检和生产日期
- 液化气钢瓶生产营业执照
- 液化气钢瓶品牌
- 液化气钢瓶仓库建设标准
- 液化气钢瓶什么颜色
- 家用液化气钢瓶尺寸多少
- 电气工程及其自动化特色专业建设探索
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 中国机械工程学会授予材料热处理工程师资格人员名单
- 永磁同步电机简介
- 财政投资项目评审建设新机制
- 亿阳信通中标环城高速公路晋江至石狮段机电工程项目
- 全热回收地源热泵空调机组的系统及工程方案设计
- 智能建筑工程设计中的机电设备集成配置系统总体设计
- 展厅A1屋面钢结构工料机表【XX会展综合体项目】
- 智能化技术在电气工程自动化控制中的应用与实践研讨
- 应用型人才培养模式下高校机电工程综合实践改革探索
- 永春县农田水利设施产权制度改革和运行管护机制试点
- 中国焊接学会堆焊及表面工程专委会
- 智能电力监控管理系统在某飞机维修公司工程中的应用
- 高效率PWM/PFM自动切换升压转换器的设计
- 智能小区以太接入交换机SNMP代理设计与实现
- 柘溪水电厂扩建工程发电机出口设置GCB优越性