




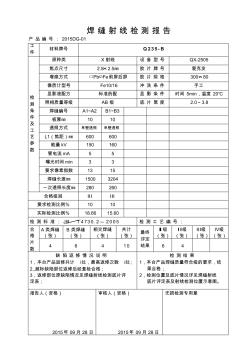
焊 缝 射 线 检测 报 告 产 品 编 号 : 2015DG-01 工 件 材料牌号 Q 2 3 5 - B 检 测 条 件 及 工 艺 参 数 原种类 X射线 设 备 型 号 QX-2505 焦点尺寸 2.5×2.5㎜ 胶 片 牌 号 爱克发 增感方式 □Pb□√Fe前屏后屏 胶 片 规 格 300×80 像质计型号 Fe10/16 冲 洗 条 件 手工 显影液配方 标准药配 显 影 条 件 时间 5min,温度 20℃ 照相质量等级 AB 级 底 片 黑 度 2.0 ~ 3.8 焊缝编号 A1~A2 B1~B3 板厚㎜ 10 10 透照方式 单壁透照 单壁透照 L1(焦距)㎜ 600 600 能量 kV 150 160 管电流mA 5 5 曝光时间min 3 3 要求像素指数 13 15 焊缝长度㎜ 1500 3204 一次透照长度㎜ 280 260 合格级别

中华人民共和国电力行业标准 钢熔化焊角焊缝射线照相 方法和质量分级 DL/T 541— 94 Methods of Radiographic Testing and Classification of Measuring Results for Fillet Fusion Welded in Steel 中华人民共和国电力工业部 1994-06-09 批准 1994-12-01 实施 1 主题内容与适用范围 本标准适用于电力机械、水电设备及水电建筑物钢结构中 T 形接头角焊缝和搭接接头 角焊缝的射线照相及质量评定。其它类似结构的角焊缝也可以参照采用。 本标准适用于透照厚度 (指在一定透照角度下,中心射线束贯穿被检部位的厚度 )为 6~ 120mm 的钢熔化焊 T 形接头角焊缝、搭接接头角焊缝的 X 射线和 γ射线照相方法和焊缝的 质量分级。 2 引用标准 GB 3323 钢熔化焊对接接头射
热门知识
焊缝射线-
话题: 地产家居wanhaijun1
-
话题: 工程造价piouslomno
精华知识
焊缝射线-
话题: 工程造价chenrongguoa
最新知识
焊缝射线
焊缝射线相关专题
- 靠近墙角的焊缝怎么焊接
- 立焊的焊缝标准
- 中,厚板焊缝坡口选择原则
- 桩加强箍焊缝如何计算
- 怎么算钢结构焊缝长度量
- 怎样的焊缝算是好的
- 支柱焊缝与环形焊缝的区别
- 直角焊缝应力计算
- 角焊缝要不要开坡口
- 角焊缝尺寸根据什么确定
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 工艺参数对铝合金激光填丝搭接焊缝成形影响
- 基于Raman散射线型光纤感温火灾探测器优化设计
- 基于X射线无损探伤设备对耐张线夹液压施工工艺
- 国内外钢结构设计规范关于角焊缝限值及计算方法比较
- 末级过热器U型管与不锈钢吊挂板连接角焊缝泄漏原因
- 国家体育馆钢结构现场焊缝一次合格率
- 厚壁铸造奥氏体不锈钢管道焊缝超声相控阵检测技术概述
- 钢无缝化ERW焊管生产中产生焊缝横向开裂的原因分析
- 医院核医学科放射机房及病房射线防护施工方案
- 中华人民共和国国家标准焊缝符号表示方法
- X射线K边减影成像研究铜离子在聚合物材料上的吸附
- 全封闭组合电器GIS母线接头射线CR检测工艺
- Super-MIG复合技术在高强钢角焊缝焊接领域的应用
- PE管道对接焊缝的X射线检测安庆特种设备监督检验中心
- 不平衡因子对药芯焊丝CO2气体保护焊焊缝金属韧度的影响
- 钢结构工程焊缝外观质量检查记录