




焊接钢管的分类与用途 分类方法 按用途分类 按用途又分为一般焊管、镀锌焊管、吹氧焊管、电线套管、公制焊管、托辊 管、深井泵管、汽车用管、变压器管、电焊薄壁管、电焊异型管和螺旋焊管。 一般焊管:一般焊管用来输送低压流体。用 Q195A、Q215A、Q235A钢制造。 也可采用易于焊接的其它软钢制造。钢管要进行水压、弯曲、压扁等实验,对表 面质量有一定要求,通常交货长度为 4-10m,常要求定尺(或倍尺)交货。焊管 的规格用公称口径表示 (毫米或英寸) 公称口径与实际不同, 焊管按规定壁厚有 普通钢管和加厚钢管两种,钢管按管端形式又分带螺纹和不带螺纹两种。 镀锌钢管:为提高钢管的耐腐蚀性能,对一般钢管(黑管)进行镀锌。镀锌 钢管分热镀锌和电钢锌两种,热镀锌镀锌层厚,电镀锌成本低。 吹氧焊管:用作炼钢吹氧用管, 一般用小口径的焊接钢管, 规格由 3/8 寸-2 寸八种。用 08、10、15、20
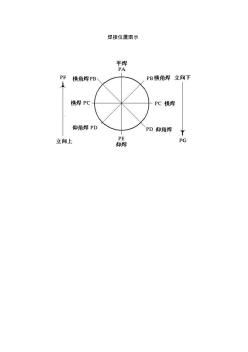
焊接位置图示 不锈钢焊接要点及注意事项 简介: 1、采用垂直外特性的电源,直流时采用正极性(焊丝接负极) 2、一般适合于 6mm 以下薄板的焊接,具有焊缝成型美观,焊接变形量小的特点 3、保护气体为氩气,纯度为 99.99% 。当焊接电流为 50~150A 时,氩气流量为 8~10L/min ,当电流为 150~250A 时,氩气流量为 12~15L/min 。 4、钨极从气体喷嘴突出的长度,以 4~5mm 为佳,,在角焊等遮蔽性差的地方是 2~3mm ,在开槽深的地 方是 5~6mm ,喷嘴至工作的距离一般不超过 15mm 。 5、为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。 6、焊接电弧长度,焊接普通钢时,以 2~4mm 为佳,而焊接不锈钢时,以 1~3mm 为佳,过长则保护效 果不好。 7、对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。 8、为使
焊接分类相关专题
- 铸铁阀门有裂缝怎么焊接
- 建筑施工中钢筋焊接长度
- 焊接法兰阀门需要法兰片不
- 焊接钢管内防腐怎么施工
- 焊接施工单价如何确定
- 焊接式阀门如何试压
- 工地大门是怎么焊接的
- 现执行的国家焊接施工标准
- 干挂石材挂件能否焊接
- 高层建筑均压环焊接
- 中国焊接学会堆焊及表面工程专委会
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 圆钢管混凝土K型焊接管板节点试验和有限元分析
- 工程常用物资分类表
- 关于发布国家标准建筑工程抗震设防分类标准公告
- 改善超高压电缆金属铝护套氩弧焊焊接质量方法
- 工程机械行业焊接与切割应用现状及关键技术发展趋势
- 关于印发农村水电站安全管理分类及年检办法通知
- 国内外焊接内螺纹铜管与无缝内螺纹铜管技术发展状况
- 埋弧焊焊接工艺及操作方法
- 利用计算机对商业银行贷款五级分类情况进行审计方法
- 基于IXP2400千兆防火墙包分类算法设计与实现
- 含表面缺陷双相不锈钢管道非匹配焊接接头安全评定
- 垃圾分类设备厂房工程钢筋混凝土框架结构施工组织设计
- 接地扁铁焊接方法