





65mn弹簧钢棒 /65mn弹簧钢板 /65mn弹簧钢带 65Mn 弹簧钢棒 详细信息: ●按照化学成分分类:碳素弹簧钢碳素弹簧钢的碳含量 (质量分数 )一般在 0.62%~0.90%。按 照其锰含量又分为一般锰含量 (质量分数 ) (0.50%~0.80%)如 65、70、 85 和较高锰含量 (质量 分数 ) (0.90~1.20%),如 65Mn 两类。 按照生产加工方法分类:冷拉 (轧) 钢材 包括钢丝、钢带、冷拉材 (冷拉圆钢 )。 ① 冷轧状态交货 制成弹簧后需进行低温回火,以消除应力。 ② 淬火和回火状态交货 制成弹簧后需进行低温回火,以削除应力。 ③ 退火火状态交货 制成弹簧后需进行淬火和回火处理。 特性及适用范围: 65Mn 弹簧钢,锰提高淬透性, φ12mm 的钢材油中可以淬透,表面脱碳 倾向比硅钢小, 经热处理后的综合力学性能优于碳钢, 但有过热敏感性和回火脆性。 用
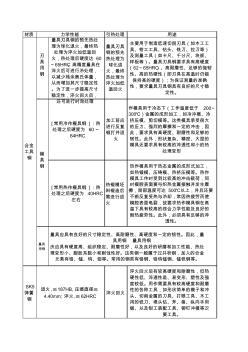
材质 引热处理 热锻模坯 料锻造后 需进行退 火 量具 用钢 力学性能 用途 [常用冷作模具钢 ]:热 处理之后硬度为 60~ 64HRC [常用热作模具钢 ]:热 处理之后硬度为 40HRC 左右 加工前应 进行反复 锻打并退 火 作模具用于冷态下(工作温度低于 200~ 300℃)金属的成形加工,如冷冲模、冷 挤压模、剪切模等。这类模具承受很大 的压力、强烈的摩擦和一定的冲击,因 此,要求具有高硬度、耐磨性和足够的 韧性。此外,形状复杂、精密、大型的 模具还要求具有较高的淬透性和小的热 处理变形 热作模具用于热态金属的成形式加工, 如热锻模、压铸模、热挤压模等。热作 模具工作时受到比较高的冲击载荷,同 时模腔表面要与炽热金属接触并发生摩 擦,局部温度可达 500℃以上,并且还要 不断反复受热与冷却,常因热疲劳而使 模腔表面龟裂,故要求热作模具钢在高 温下具有较高的综合力学性能及良好
热门知识
sk5弹簧钢棒材-
话题: 装修工程h448688619
-
话题: 地产家居gongchenghu
精华知识
sk5弹簧钢棒材-
话题: 地产家居bingochen86
-
话题: 室内设计hotstone2008
最新知识
sk5弹簧钢棒材-
话题: 工程造价gongzhijun11
sk5弹簧钢棒材相关专题
- 壳牌沥青和sk沥青有区别吗
- 沥青型号SK代表什么意思
- 神钢SK75-8挖掘机的技术参数
- 神钢sk330-8挖掘机怎么样
- 神钢sk350lc挖掘机多少钱
- 什么是sk沥青
- SK5-7是什么材质
- SK5弹簧钢的介绍
- sk85与65mn材质有什么区别
- SK5钢是怎样的钢材
- 挤压成型对LC4CS铝合金棒材阳极氧化膜结构影响
- 2000 MPa级中碳高强度弹簧钢的疲劳破坏行为
- 冷加工碳素钢及合金钢棒材规格
- 弹簧钢晶粒超细化轧制技术研究
- 通用结构用的S1级和S2级钢板梁和商品级棒材
- Φ190mm和Φ200mm不锈钢棒材轧制孔型系统的优化
- 2A12铝合金T4状态棒材硬度热处理工艺
- 本钢特钢厂800/650棒材轧机大棒生产线的技术改造
- 使用2A02合金冷拉棒材毛料的锻件热处理工艺
- Nimonic105沉淀硬化型变形高温合金冷拉棒材
- 工业化生产中大规格2D70铝合金棒材淬透性的实验方法
- 60Si2CrVA弹簧钢转炉冶炼过程夹杂物分布
- 55CrSi油淬火—回火弹簧钢丝脱碳层测定方法
- DANIELI棒材生产线实现轧制弹簧扁钢设计改造
- 6082-T6铝合金扁棒材力学性能的试验
- 唐钢棒材轧机四线切分轧制技术优化与创新—技术报告
- YB-T5058-2005弹簧钢、工具钢冷轧钢带
- sk5弹簧钢片
- sk5高强度弹簧钢板
- sk68水环式真空泵
- sk7弹簧钢圆钢
- sk7弹簧钢带
- sk7耐磨损弹簧钢片
- sk7高精度弹簧钢带
- sk7高韧性弹簧钢带
- sk85弹簧钢板
- SKB-P变频控制柜
- skd11是什么材料
- skd11模具焊丝
- skd11模具焊条
- skd11模具钢
- SKD11进口模具修补焊丝MRA
- skd61圆材
- skd61模具焊丝
- skd61模具焊条
- skd61模具钢
- SKD61进口压铸模氩弧焊丝
- skd电源时序器
- skech落地灯模型
- sketchup
- sketchup 景观模型
- sketchup7
- sketchup7 0中文版
- sketchup7.0中文版
- sketchup70中文版
- sketchup8.0中文版
- sketchup8专业版