
- 首页 >
- > 预应力钢绞线穿束问题
更新时间:2026.07.19




- 1 - 纵向预应力钢绞线穿束 该特大桥主跨 170m,纵向预应力钢绞线束有 22φj15.24 和 25φj15.24 两种, 最大长度将近 170m。 随着梁段的增长, 预应力钢绞线束穿束困难, 打搅现象存在, 钢绞线之间的 内摩阻增加,整体受力性差,伸长值降低,预应力的有效性降低。客观上,要求 整体穿束,使预应力的受力状态符合理想状态。 长束是一项工艺复杂的工作, 为简化施工操作, 在施工的初期, 我们采用整 体焊接的方式。操作过程为: 1、在预留工作长度的基础上,增加 1m的焊接长度。 2、焊接时,在 1m的范围内采用零线接地, 钢绞线焊接成锥形头, 中间夹着 一根φ 20圆钢作为牵引装置,采用卷扬机作为牵引动力。 3、为防止钢绞线散乱和打搅,每隔 1m间距采用 20#铅丝绑扎,在穿束过程 中,解除铅丝。 4、每根钢绞线对称编号,穿束后核查打搅情况。 5、张拉前,割除焊接区段。
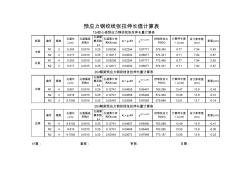
板型 编号 根数 孔道长 L(m) 孔道偏差 系数K 孔道摩 擦系数 μ 孔道累计转 角θ(rad) kL+μθ e -(kL+μθ ) 控制张拉力 P(KN) 计算伸长值 △L(cm) 设计参考值 (cm) 差值 (cm) N1 3 6.303 0.0015 0.25 0.05236 0.02254 0.97771 579.345 8.77 7.94 0.83 N2 3 6.317 0.0015 0.25 0.12217 0.04002 0.96077 574.331 8.71 7.84 0.87 N1 4 6.303 0.0015 0.25 0.05236 0.02254 0.97771 772.460 8.77 7.94 0.83 N2 3 6.317 0.0015 0.25 0.12217 0.04002 0.96077 574.331 8.71 7.84 0.87 编号 根数 孔
专题概述
预应力钢绞线穿束问题知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关预应力钢绞线穿束问题最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:预应力钢绞线穿束问题
相关话题
资料下载
相关资讯
预应力钢绞线穿束问题相关专题
- 开关总跳闸应怎么办
- 考造价员应复习哪些知识
- 考造价师应读哪些书籍
- 空心砖应套什么定额
- 空预器更换管束
- 控制电缆如何消除感应电
- 拉铆钉应打多少毫米孔
- 老板燃气灶点火感应器价格
- 联合体投标应满足那些要求
- 梁高应算到哪里
- 应用亚温淬火工艺解决45钢槽型螺母淬裂问题的探索
- 有关建筑工程造价管理面临的问题与其处理手段
- 以BIM为基础的装配式建筑全生命周期管理问题
- 在建筑行业建立农民工工资保证金制度若干问题的思考
- 中国水环境污染治理社会化资金投入现状、问题与对策
- 医用洁净空调系统设计调试中易忽视的问题及设计优化
- 园林景观工程在推进城乡宜居环境建设中的问题及思考
- 应用贵州省雨洪公式计算施工期设计洪水需注意的问题
- 在线解答合同、FIDIC、清单、工程管理问题实况
- 制定机械加工劳动定额切削用量时间标准若干问题
- 医院手术部新风机组盘管冬季冻裂问题分析及防止方法
- 再谈VRV空调系统设计与施工中有关问题的解决方法
- 智能建筑工程监理过程中的几个问题及处理方法
- 引水隧洞TBM开挖施工质量控制及问题处理对策
- 有关公路工程BOT建设项目财务管理若干问题的思考
- 有关工程造价预结算审核存在问题及其解决对策
- 中低压燃气管道工程质量控制及常见问题处理教学提纲
- 预应力钢绞线的价格
- 预应力钢绞线分类
- 预应力钢绞线什么价格
- 预应力钢绞线套什么子目
- 预应力钢绞线有哪些种类
- 预应力钢绞线怎样计算长度
- 预应力钢筋2-12B什么意思
- 预应力钢筋的特点
- 预应力钢筋的作用
- 预应力钢筋人工时效
- 预应力钢筋问题
- 预应力钢筋有哪几种
- 预应力钢筋张拉力计算方法
- 预应力钢束分段长度怎么算
- 预应力钢丝规格一般是多少
- 预应力管道压浆的检测方法
- 预应力管道压浆怎么计算
- 预应力管桩标注方式
- 预应力管桩单价大概是多少
- 预应力管桩的市场价格
- 预应力管桩的主要区别
- 预应力管桩灌桩芯
- 预应力管桩和方桩哪种更好
- 预应力管桩结算问题
- 预应力管桩进场用什么表
- 预应力管桩静载试验问题
- 预应力管桩可以抗浮
- 预应力管桩旁占监理记录
- 预应力管桩签证问题
- 预应力管桩施工要求有哪些