




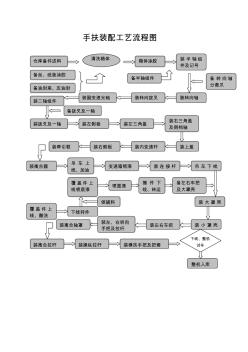
手扶装配工艺流程图 仓库备件送料 箱体涂胶 备丝、纸垫涂胶 备油封座、压油封 装半轴组 件及记号 备半轴组件 装转向轴装转向拨叉 备 转向轴 分离爪 装副变速光轴 装二轴组件 装拨叉及一轴 备拨叉及一轴 装左侧板 装左三角盖 装右三角盖 及倒档轴 装内变速杆 装上盖装右侧板装牵引框 装离合器 吊 车 上 线、加油 变速箱喷漆 装连接杆 吊 车 下线 覆盖件上 线、酸洗 下线转件 覆盖件上 线喷底漆 喷面漆 摘 件 下 线、转运 领辅料 装 大罩壳 装 小 罩壳装左右车把 装左、右转向 手把及拉杆 装离合轴罩 装离合拉杆 装操纵拉杆 装横扶手把及把套 整机入库 备左右车把 及大罩壳 下线、整机 试车 清洗箱体

-PD-ZL-009 XXXX 技术有限责任公司 版本号 :A0/00 装配过程检验控制流程图 装配车间 品控部 仓库 1.装配首件 (含半成品 ) 2车间自检 合格 通知量产 5.LQC 检查 按 工 序 装 配 放置不良标识 架 维 修 8.成品批量 10.入库 待 客 户 验货 11.返工 /返修 结果 记 录 结果 OK 开始 待出货 3. QA 确认检验 合格 4 .首件检验报告和封样 6.过程巡检 结果 标识 NO OK 继续下一道装配查找原因并纠正 结果 OK 继续查找原因 严重可停生产 NO 记录巡检报告 9. QA 抽 检 结果 12.报告归档 标识 分析原因 纠正预防 NO 7. 已 装 配 好 的 要 隔 离 标 识 NO OK 结果 NO 结果
热门知识
装配流程图-
话题: 考试教育xuning0077
-
话题: 考试教育zhangjunqq
精华知识
装配流程图-
话题: 工程造价huangym_zj
-
话题: 地产家居yx12032019
最新知识
装配流程图-
话题: 建筑设计yangming19
装配流程图相关专题
- 装配工艺,螺栓扭力怎么订
- 装配式U型轻钢天棚龙骨
- 装配式建筑每平米造价多少
- 装配式墙体的概念是什么
- 装配双头螺杆的方法
- 装配整体式钢筋混凝土楼板
- 组装配电箱如何套定额
- 机械装配工艺卡片的制定
- 机械装配工艺流程编制方法
- 机械装配工是做什么工作
- 以BIM为基础的装配式建筑全生命周期管理问题
- 基于BIM装配式建筑全生命周期管理问题分析
- 工程项目用地、报建、施工、验收及产权取得系统流程图
- 基于BIM装配式建筑在高校基建工程应用价值分析
- 基于JIT装配式建筑FDC阶段供应链集成管理
- 工程项目建设流程图
- 公路工程施工工艺大全路基工程光面爆破施工工艺流程图
- 建筑施工单位夜间作业产生环境噪声污染行政处罚流程图
- 基于虚实结合教学实训平台装配式建筑协同型人才培养
- 基于构件信息流装配式混凝土建筑项目工程监理方式
- 基于设计结构矩阵装配式住宅设计流程建模及优化
- 杭州新开工新型建筑工业化项目装配式住宅及公建
- 装配式工程中如何加强建筑工程管理及提升建筑工程质量
- 20m简支装配式后张法预应力溷凝土空心板配束计算手算
- BIM技术在预制装配式住宅设计及其绿色施工中的应用分析
- 新疆农村公路设计中装配式钢筋混凝土盖板涵标准的应用
- 模块化吊顶传统石膏板吊顶装配式石膏板吊顶各项对比