




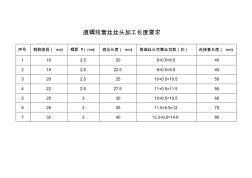
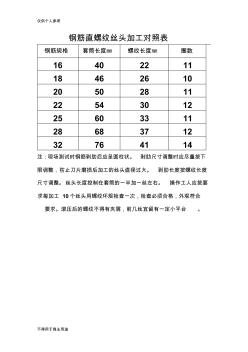
仅供个人参考 不得用于商业用途 钢筋直螺纹丝头加工对照表 钢筋规格 套筒长度㎜ 螺纹长度㎜ 圈数 16 40 22 11 18 46 26 10 20 50 28 11 22 54 30 12 25 60 33 11 28 68 37 12 32 76 41 14 注:现场测试时钢筋剥肋后应呈圆柱状。 剥肋尺寸调整时应尽量按下 限调整,防止刀片磨损后加工的丝头直径过大。 剥肋长度按螺纹长度 尺寸调整。丝头长度控制在套筒的一半加一丝左右。 操作工人应按要 求每加工 10个丝头用螺纹环规检查一次,检查必须合格,外观符合 要求。滚压后的螺纹不得有夹屑,前几丝宜留有一定小平台 。 仅供个人参考 不得用于商业用途 仅供个人用于学习、研究;不得用于商业用途。 For personal use only in study and research; not for commercial u
热门知识
直螺纹丝头检查-
话题: 工程造价jackyleung
-
话题: 工程造价wangneng2004
精华知识
直螺纹丝头检查-
话题: 工程造价zhujianoo0
-
话题: 工程造价cc19840712
-
话题: 工程造价chen13662546
最新知识
直螺纹丝头检查
直螺纹丝头检查相关专题
- 卡式螺母M6配多大的方孔
- 卡式螺母浮动螺母
- 开槽螺母W是什么尺寸
- 开槽沉头螺钉M20的具体数据
- 开关底盒螺丝坏了,怎么办
- 开一家小型螺栓加工厂
- 开一个螺栓孔大概多少钱
- 考研数学三考螺线
- 可挠螺纹电缆保护管
- 可调型螺纹套筒连接
- 在砌块配筋砌体中使用的新型钢筋直螺纹连接套筒
- 云浮建筑施工领域安全管理联合执法检查专项行动方案
- 关于开展我市创建全国文明城市物业管理工作检查通知
- 关于监理工作月度检查考评情况通报
- 感应加热快速处理全螺纹钢筋研制与力学性能分析
- 干硬性混凝土挤压成型开孔垂直联锁制作及施工技术工法
- 广东2020年07月(57月)螺纹钢信息价数据包
- 干硬性混凝土挤压成型开孔垂直联锁制作及施工工法资料
- 干硬性混凝土挤压成型开孔垂直联锁制作及施工工法样本
- 关于开展建筑施工现场节后复工安全生产专项检查通知
- 工程监理企业资质和注册监理工程师检查在监项目记录表
- 基于AMESim螺纹插装式平衡阀动态特性仿真
- 国内外焊接内螺纹铜管与无缝内螺纹铜管技术发展状况
- 呼吸机螺纹管集中供应室消毒灭菌效果及成本效益
- 国家电力监管委员会发出通知开展电价检查规范电价行为
- 国网2017输变电工程电气专项监理检查记录表及汇总
- 建筑施工现场监理企业安全工作检查量化标准