
- 首页 >
- > 本杰明摩尔涂料1G代表多少
更新时间:2026.04.19




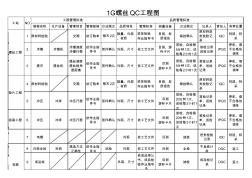
制程名称 生产设备 管理项目 管理规格 方法频次 品质特性 管理标准 测量设备 方法频次 记录人 责任人 异常处置 1 原材料检验 交期 依订购单 每天2次 数量、外观 、材质 进货检验 作业指导书 目测、材 质报告 每批确认 原材料进 货检验记 录 IQC 判退、特 采 2 冷镦 冷镦机 冷镦速度 冷镦行程 依作业指 导书 首件确认 外观、尺寸 依工艺文件 目测、游 标卡尺 首检、自检每 5分钟1次、巡 检每2小时1次 首检记录 巡检记录 IPQC 停机、填 不合格协 调单 3 搓牙 搓丝机 搓丝速度 搓丝板角 度距离 依作业指 导书 首件确认 外观、尺寸 依工艺文件 目测 游标卡尺 首检、自检每 5分钟1次、巡 检每2小时1次 首检记录 单、巡检 记录 IPQC 停机、填 不合格协 调单 4 原材料检验 交期 依订购单 每天2次 数量、外观 、材质 进货检验 作业指导书 目测、材 质报
木料表面施涂清漆涂料施工 1 范围 本工艺标准适用于一般建筑木门窗和木料表面的中级清漆涂料工程。 2 施工准备 2.1 材料要求: 2.1.1 涂料:光油、清油。脂胶清淡、酚醛清漆、铅油、调合漆、漆片等。 2.1.2 填充料:石膏、地板黄、红土子、黑烟子、大白粉等。 2.1.3 稀释剂;汽油、煤油、醇酸稀料、松香水、酒精等。 2.1.4 催干剂:“液体钴干剂”等。 2.2 主要机具; 2.2.1 油刷、开刀、牛角板、油画笔、掏子、毛笔、砂纸、破布、擦布、腻子板、钢皮 刮板、橡皮刮板、小油桶、半截大桶、水桶、油勺、棉丝、麻丝、竹签、小色碟、铜丝多、 高凳、脚手板、安全带、钢丝钳子、小锤子和小笤帚等。 2.3 作业条件: 2.3.1 施工温度直保持均衡,不得突然有较大的变化,且通风良好、湿作业已完并具备 一定的强度,环境比较干燥。 一般油漆工程施工时的环境温度不宜低于 +10℃,相对湿度不宜
热门知识
本杰明摩尔涂料1G代表多少-
话题: 装修工程zsy3234128
精华知识
本杰明摩尔涂料1G代表多少-
话题: 室内设计sinsinguai
最新知识
本杰明摩尔涂料1G代表多少-
话题: 工程造价mingyueruwu
专题概述
本杰明摩尔涂料1G代表多少知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关本杰明摩尔涂料1G代表多少最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:本杰明摩尔涂料1G代表多少
相关话题
资料下载
相关资讯
本杰明摩尔涂料1G代表多少相关专题
- 开窗帘店成本大概要多少
- 开个洗车店大概多少成本
- 开台球厅成本需要多少成本
- 开网吧成本估算利润如何
- 开小旅店成本预算
- 开小型制钉厂要多少成本
- 铠装电缆的成本怎么算
- 抗风门0.8成本是多少
- 考预算员基本条件
- 考造价师单位证明样本
- 中国造船工程学会第六次全国会员代表大会在大连举行
- 渗透型建筑物硅橡胶防水涂料的制备工艺及其制品
- 中国涂料工业协会涂料装备分会
- 影响常温固化FEVE氟碳涂料耐酸碱性能的因素
- 在中国水利工程协会第三次全国会员代表大会上的讲话
- 中国农业机械流通协会第三次会员代表大会
- 圆柱支撑中空超高摩尔质量聚乙烯烧结过滤板性能对比
- 中国近代建筑的优秀杰作:略议民国时期代表建筑风格
- 在中国有色金属学会第七次全国会员代表大会上的讲话
- 在中国有色金属工业协会第二次会员代表大会上的讲话
- 工程监理单位项目总监(总监代表)带班生产情况记录表
- 国家将对装饰装修用溶剂型木器涂料实施强制性产品认证
- 工程项目中模版、钢筋、混凝土等单方造价一般是多少
- 合成树脂乳液内墙涂料编制说明
- 搅拌拖泵市场价格是多少
- 建筑外墙涂料用核/壳苯乙烯丙烯酸酯共聚乳液
- 建筑外墙类外墙装饰(涂料、墙砖、石材)
- 本杰明涂料多少一平方
- 本杰明涂料价格一平多少
- 本科毕业设计免费的网站
- 本科会计毕业论文那里找
- 本科有工程造价
- 本内钢筋布置
- 本人常年收购铝灰
- 本人会刮腻子找工作
- 本人无造价基础想自学造价
- 本人想制作一台电焊机
- 本人想做PVC吹气拖鞋
- 本人销售铝锭
- 本人长期收购废变压器油
- 本色pom板价格多少
- 本田crv车门外防撞板怎么卸
- 本田奥德赛2016款exl报价
- 本田传感器是什么多少价恪
- 本田的割草机多少钱一台
- 本田汽油发电机怎么换机油
- 本田铁马400价格
- 本田铁马400价格多少
- 本田雅阁换减震器多少钱
- 本图配电箱电表的接法
- 本溪防爆配电箱柜厂家
- 本系统由承包商做深化设计
- 苯板保温外墙的施工工艺
- 苯板的导热系数
- 苯板的厚度和价钱怎样计算
- 苯板的制作过程
- 苯板厚度问题