
- 首页 >
- > 玻璃异形机磨斜边怎样操作
更新时间:2026.04.26




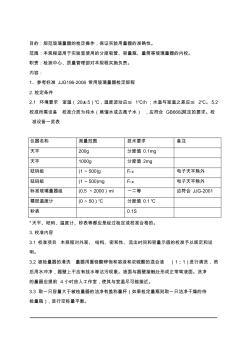
目的:规范玻璃量器的检定操作,保证实验用量器的准确性。 范围:本规程适用于实验室使用的分度吸管、容量瓶、量筒等玻璃量器的内校。 职责:检测中心、质量管理部对本规程实施负责。 内容: 1.. 参考标准 JJG196-2006 常用玻璃量器检定规程 2.检定条件 2.1 环境要求 室温( 20±5)℃,温度波动应≤ 1℃/h;水温与室温之差应≤ 2℃。 5.2 校准所需设备 校准介质为纯水(蒸馏水或去离子水) ,应符合 GB6682规定的要求。校 准设备一览表 *天平、砝码、温度计、秒表等都应是经过检定或校准合格的。 3.校准内容 3.1 校准项目 本规程对外观、 结构、密和性、流出时间和容量示值的校准予以规定和说 明。 3.2 被检量器的清洗 量器用重铬酸钾饱和溶液和浓硫酸的混合液 (1∶1)进行清洗,然 后用水冲净,器壁上不应有挂水等沾污现象。液面与器壁接触处形成正常弯液面。洗净 的量器
玻璃钢机械设备操作规程 制衬操作规程 制衬主要工序: 设备检查——物品准备——缠聚酯薄膜——打料——缠表面毡——缠针 织毡——缠网格布——固化。 。。。 1、设备检查:空车试运行,看制衬机是否正常运转。如有问题,及时找维修部门修理, 以保证正常工作。 2、物品准备:将制衬所用的表面毡、针织毡、网格布、聚酯薄膜、固化剂、料槽、淋 胶器、羊毛辊、料桶、剪刀等都准备好。 3、缠聚酯薄膜:转动芯模,将聚酯薄膜从机尾向机头均匀缠制一遍。缠薄膜的方向应 与做衬时缠网格布的方向一致,以便脱模。插口和管身缠宽薄膜,承口工作面上缠窄薄膜, 且必须缠平不能有折皱,避免产品承口工作面不平而影响密封效果。薄膜搭接控制在 10mm —20mm之间。 4、打料:配胶工依照生产科提供的配方指导单,根据树脂种类、环境温度和湿度、制 品制作时间,确定固化剂比例。开启树脂泵,调节固化剂转子流量计,开始打料。 5、缠表面毡:打
热门知识
玻璃异形机磨斜边怎样操作-
话题: 地产家居x-feng2002
精华知识
玻璃异形机磨斜边怎样操作最新知识
玻璃异形机磨斜边怎样操作-
话题: 考试教育huangyan321
-
话题: 工程造价xafxafxaf288
专题概述
玻璃异形机磨斜边怎样操作知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关玻璃异形机磨斜边怎样操作最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:玻璃异形机磨斜边怎样操作
相关话题
资料下载
相关资讯
玻璃异形机磨斜边怎样操作相关专题
- 康宁玻璃锅有害
- 烤漆玻璃的规格
- 烤漆玻璃墙面如何套价
- 烤漆玻璃能直接贴墙上吗
- 烤漆玻璃多少去一平方
- 可以用玻璃做房顶
- 空心玻璃砖是什么玻璃的
- 块后车窗玻璃需要多少钱
- 矿物玻璃硬度大概是多少
- 昆明玻璃纤维布价格多少
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 中国吹制玻璃行业市场前景分析预测年度报告(目录)
- 中国机械工程学会授予材料热处理工程师资格人员名单
- 永磁同步电机简介
- 财政投资项目评审建设新机制
- 智能磨音频谱分析仪(DF-6811A)使用说明书
- 亿阳信通中标环城高速公路晋江至石狮段机电工程项目
- 全热回收地源热泵空调机组的系统及工程方案设计
- 智能建筑工程设计中的机电设备集成配置系统总体设计
- 展厅A1屋面钢结构工料机表【XX会展综合体项目】
- 应用型人才培养模式下高校机电工程综合实践改革探索
- 永春县农田水利设施产权制度改革和运行管护机制试点
- 智能电力监控管理系统在某飞机维修公司工程中的应用
- 异形人工挖孔桩和预应力土层锚杆组合在基坑中的应用
- 智能小区以太接入交换机SNMP代理设计与实现
- 柘溪水电厂扩建工程发电机出口设置GCB优越性
- 圆锥碎矿机工作原理、技术参数、安装调试及维护检修
- 玻璃印刷机的介绍
- 玻璃印刷机多少钱一台
- 玻璃应该用什么胶水固定
- 玻璃用石英砂多少钱一吨
- 玻璃油墨如何加快干燥
- 玻璃有痕迹花纹怎么清除
- 玻璃有几种颜色
- 玻璃有哪些用途
- 玻璃有哪些种类
- 玻璃与玻璃怎样粘接
- 玻璃与塑料粘接用什么胶
- 玻璃与塑料粘用什么胶
- 玻璃与陶瓷有什么区别
- 玻璃与钻石的区别是什么
- 玻璃雨搭的安装方法
- 玻璃雨棚的照明
- 玻璃雨棚多少钱一平方
- 玻璃雨棚可以做成伸缩的吗
- 玻璃雨棚算不算建筑面积
- 玻璃雨棚隐蔽工程有哪些
- 玻璃雨蓬的算法
- 玻璃雨篷的厚度
- 玻璃雨篷怎么套定额
- 玻璃雨篷自重一般取多少
- 玻璃原片规格有几种
- 玻璃原片用什么做出来的
- 玻璃怎么做成镜子
- 玻璃渣是什么意思
- 玻璃展柜的一般尺寸
- 玻璃展柜购买一般多少钱