
- 首页 >
- > 插拔管(中、大功率)
更新时间:2026.07.25




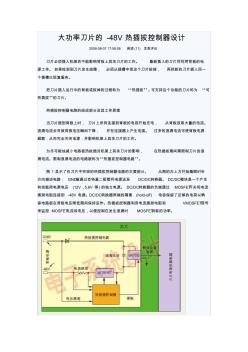
大功率刀片的 -48V 热插拔控制器设计 2008-08-07 17:58:58 阅读 (11) 发表评论 刀片必须插入机架而不能影响背板上其余刀片的工作。 最新插入的刀片将利用背板的电 源工作。 如果检测到刀片发生故障, 必须从插槽中把这个刀片拔掉, 再把新的刀片插入同一 个插槽以恢复服务。 把刀片插入运行中的背板或拔掉的过程称为 “热插拔”。可支持这个功能的刀片称为 “可 热插拔”的刀片。 热插拔控制器电路的组成部分及其工作原理 当刀片插到背板上时, 刀片上所有连接到背板的电容开始充电, 从背板汲取大量的电流。 浪涌电流会导致背板电压瞬间下降, 并在连接器上产生电弧。 过多的浪涌电流可使背板电源 超载,从而完全关闭电源,并影响机架上其余刀片的工作。 为尽可能地减小电路板热拔插对机架上其余刀片的影响, 在热插拔期间需限制刀片的浪 涌电流。限制浪涌电流的电路被称为“热插拔控制器电路”。 图
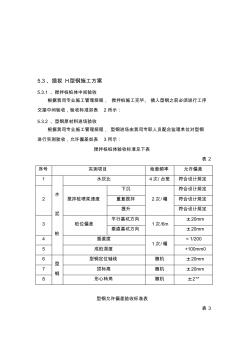
5.3、插拔 H型钢施工方案 5.3.1 、搅拌桩桩体中间验收 根据我司专业施工管理规程, 搅拌桩施工完毕、 插入型钢之前必须进行工序 交接中间验收,验收标准如表 2所示: 5.3.2 、型钢原材料进场验收 根据我司专业施工管理规程, 型钢进场由我司专职人员配合监理单位对型钢 进行实测验收,允许偏差如表 3所示: 搅拌桩桩体验收标准见下表 表 2 序号 实测项目 检查频率 允许偏差 1 水 泥 桩 水灰比 4次/台班 符合设计规定 2 搅拌桩喷浆速度 下沉 2次 /幅 符合设计规定 重复搅拌 符合设计规定 提升 符合设计规定 3 桩位偏差 平行基坑方向 1次 /6m ±20mm 垂直基坑方向 ±20mm 4 垂直度 1次 /幅 <1/200 5 成桩深度 +100mm0 6 型 钢 型钢定位轴线 随机 ±20mm 7 顶标高 随机 ±20mm 8 形心转角 随机 ±2°
热门知识
插拔管(中、大功率)-
话题: 装修工程jinlingyuren
-
话题: 工程造价tanjinglong
-
话题: 地产家居cnb02105602
精华知识
插拔管(中、大功率)-
话题: 室内设计hyping1986
最新知识
插拔管(中、大功率)-
话题: 室内设计zhoubo119110
-
话题: 地产家居selinasophia
-
话题: 室内设计leilei198706
专题概述
插拔管(中、大功率)知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关插拔管(中、大功率)最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:插拔管(中、大功率)
相关话题
资料下载
相关资讯
插拔管(中、大功率)相关专题
- 立式插拔力试验机
- 插拔熔断器
- 插拔式洗衣机进水管
- 电缆插拔头
- 插拔式灯管
- 插拔式接线头
- 插拔式断路器
- 插拔式端子
- 插拔式避雷器
- plc插拔式接线端子
- 中大环境检测实验课论文气相色谱在环境工程中的运用
- 在线式中等功率(1~10KVA)UPS选择原则
- 工民建中大体积混凝土施工技术
- 功率参数对超音速等离子制备高铝铜合金涂层组织影响
- 基于RBF—BP组合神经网络短期风电功率预测
- 基于DSP技术功率电感5kW离网型光伏逆变器设计
- 功率放大器知识
- 关于高层建筑中大体积混凝土施工技术与裂缝控制
- 具有最大功率跟踪控制太阳能LED路灯智能控制系统
- 基于LabVIEW光纤线路光功率信号实时采集系统
- 景观工程中大理石铺贴工艺标准课件PPT
- 某厂大功率燃煤锅炉燃气改造建设项目职业病危害预评价
- 江苏南水北调工程中大型泵站作水电站运行理论和实践
- 基于动态扇区双开关表PWM整流器直接功率控制系统
- 高层建筑的基础底板工程中大体积混凝土施工技术的应用
- 一级建造师考试建设工程经济真题中大网校
- 额定集成功率模块简化电机驱动器设计且节能