




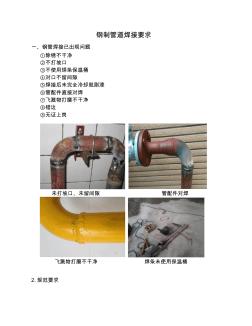
钢制管道焊接要求 一、钢管焊接已出现问题 ①除锈不干净 ②不打坡口 ③不使用焊条保温桶 ④对口不留间隙 ⑤焊接后未完全冷却就刷漆 ⑥管配件直接对焊 ⑦飞溅物打磨不干净 ⑧错边 ⑧无证上岗 未打坡口、未留间隙 管配件对焊 飞溅物打磨不干净 焊条未使用保温桶 2.规范要求 1 ①领料 领取材料时对材料外观检查,锈蚀严重的拒绝领取。 ②现场材料摆放 施工现场钢管需做到上盖下垫,材料距地面高度不小于 0.1 米。 ③下料和除锈 使用切割机切割管材和使用角磨机打磨时需佩戴护目镜。 ④刷漆 两底两面,刷一遍面漆后安装,安装固定后再刷第二遍面漆,注意支架 需刷面漆后再上墙,放置补漆时污染墙面。 ⑤坡口加工 坡口的加工角度、钝边厚度见下表: 序 号 坡口名称 坡口型式 厚度 δ (mm) 坡口尺寸 间隙 c (mm) 钝 边 p(mm) 坡口角度 α(°) 1 V型坡口 3-9 0-2 0-2 60
钢制管道焊接要求 一、钢管焊接已出现问题 ①除锈不干净 ②不打坡口 ③不使用焊条保温桶 ④对口不留间隙 ⑤焊接后未完全冷却就刷漆 ⑥管配件直接对焊 ⑦飞溅物打磨不干净 ⑧错边 ⑧无证上岗 未打坡口、未留间隙 管配件对焊 飞溅物打磨不干净 焊条未使用保温桶 2.规范要求 1 ①领料 领取材料时对材料外观检查,锈蚀严重的拒绝领取。 ②现场材料摆放 施工现场钢管需做到上盖下垫,材料距地面高度不小于 0.1 米。 ③下料和除锈 使用切割机切割管材和使用角磨机打磨时需佩戴护目镜。 ④刷漆 两底两面,刷一遍面漆后安装,安装固定后再刷第二遍面漆,注意支架 需刷面漆后再上墙,放置补漆时污染墙面。 ⑤坡口加工 坡口的加工角度、钝边厚度见下表: 序 号 坡口名称 坡口型式 厚度 δ (mm) 坡口尺寸 间隙 c (mm) 钝 边 p(mm) 坡口角度 α(°) 1 V型坡口 3-9 0-2 0-2 60
热门知识
管道焊接要求-
话题: 工程造价upmiaomiao
-
话题: 工程造价Donaldyang1
-
话题: 工程造价tankang888
精华知识
管道焊接要求-
话题: 室内设计augustine818
最新知识
管道焊接要求-
话题: 综合管廊weixinzh54
-
话题: 工程造价ziyetanhua
-
话题: 装修工程weilandeqing
管道焊接要求相关专题
- 自来水给水管道
- 怎样看懂给水管道系统图
- 只有排水管道有基础
- 降水排水管道
- 有关给排水管道预留问题
- 雨水管道算是排水系统
- 压力排水管道中的软接头
- 一层排水管道标高
- 建筑给排水的管道图纸
- 给排水、采暖管道土方问题
- 中华华丹雨、污水管道沟槽开挖专项施工方案教学教材
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 中国焊接学会堆焊及表面工程专委会
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 中国哈尔滨国际水处理给排水设备及泵阀管道展会概况
- 中华人民共和国水产行业标准玻璃钢渔船建造质量要求
- 在用工业管道定期检验规程.20030601doc
- 中低压燃气管道工程质量控制及常见问题处理教学提纲
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 通风预埋管道的防护密闭专项工程质量验收记录表
- 异种钢焊接接头退火工艺
- 峪道河灌区节水改造管道输水与渠道输水方案比较分析
- 中国热水管道增压泵价格行业十大立式自吸泵品牌首选
- 以管道形状的改变来提高风机系统流量的节能方法
- 原油和天然气输送管道穿跨越工程设计规范跨越工程.
- 有抗震结构设计要求的建筑必须要使用HRBE钢筋吗