




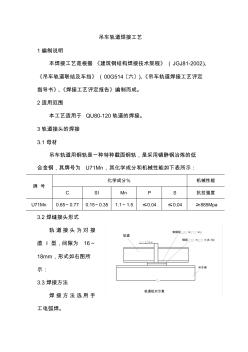
吊车轨道焊接工艺 1编制说明 本焊接工艺是根据 《建筑钢结构焊接技术规程》(JGJ81-2002)、 《吊车轨道联结及车挡》(00G514〔六〕)、《吊车轨道焊接工艺评定 指导书》、《焊接工艺评定报告》编制而成。 2适用范围 本工艺适用于 QU80-120轨道的焊接。 3轨道接头的焊接 3.1母材 吊车轨道用钢轨是一种特种截面钢轨,是采用镇静钢冶炼的低 合金钢,其牌号为 U71Mn,其化学成分和机械性能如下表所示: 牌 号 化学成分% 机械性能 C SI Mn P S 抗拉强度 U71Mn 0.65~0.77 0.15~0.35 1.1~1.5 ≤0.04 ≤0.04 ≥885Mpa 3.2焊缝接头形式 轨道接头为对接 直 I 型,间隙为 16~ 18mm,形式如右图所 示: 3.3焊接方法 焊接方法选用手 工电弧焊。 轨道组对示意 轨道 紫铜板 × × 钢板 × ×(5-10) 吊车梁
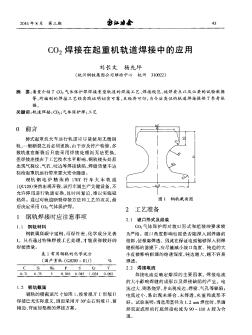
着重介绍了CO2气体保护焊焊接重型轨道的焊接工艺、焊接规范、施焊要点以及必要的试验数据等,所编制的焊接工艺经实践证明切实可靠,且经济可行,为今后类似的轨道焊接提供了参考依据。
热门知识
轨道焊接-
话题: 工程造价150****0006
-
话题: 工程造价152****0128
精华知识
轨道焊接-
话题: 工程造价yuanbin1981
-
话题: 工程造价152****8123
最新知识
轨道焊接轨道焊接相关专题
- 城市轨道交通规划与设计
- 城市轨道交通线网规划
- 芜湖轨道交通规划图
- 苏州轨道交通规划
- 西安市轨道交通规划图
- 城市轨道交通供电系统技术
- 城市轨道交通行车组织
- 城市轨道交通牵引供电系统
- 城市轨道交通工程测量
- 城市轨道交通车辆总体
- 云计算技术在城市轨道交通运营指挥管理系统中的应用
- 中国轨道射灯行业市场前景分析预测年度报告
- 中国焊接学会堆焊及表面工程专委会
- 中国城市轨道交通协会
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 中国城市轨道交通协会会长办公会常务理事会
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 智能发卡技术及其在城市轨道交通中的产业化应用
- 异种钢焊接接头退火工艺
- 北京市轨道交通亦庄线综合监控系统项目
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 中国窗帘轨道行业市场前景分析预测年度报告(目录)
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 中国城市轨道交通协会标准化技术委
- 圆钢管混凝土K型焊接管板节点试验和有限元分析
- 中国工程建设焊接协会全国优秀焊接工程
- 中国轨道交通装备制造业国际化经营和国际竞争力