




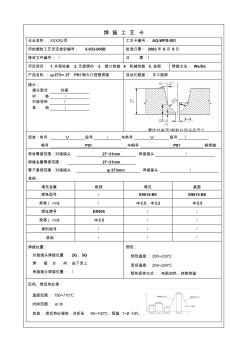
焊 接 工 艺 卡 企业名称: XXXX公司 工艺卡编号: AQ-WPS-001 所依据的工艺评定报告编号: 5-033-005B 批准日期: 2002 年 8 月 8日 修改文件编号: / 日 期: / 评定项目: 1. 外观检查 2. 无损探伤 3. 断口检查 4. 机械性能 5. 金相 焊接方法: Ws/Ds 产品名称 :φ273× 27 P91钢大口径管焊接 自动化程度: 手工施焊 接头: 接头型式 对接 衬 垫 / 衬垫材料 / 其 他 / 母材:类号 Ⅴ 级号 / 与类号 Ⅴ 级号 / 钢号 P91 与钢号 P91 相焊接 母材厚度范围:对接接头 27~31mm 角接接头 / 焊缝金属厚度范围: 27~31mm 管子直径范围:对接接头 φ 273mm 角接接头 / 其他: 填充金属 根部 填充 盖面 焊条型号 / E9015-B9 E9015-B9 规格

镀锌钢管的焊接特点及焊接工艺 镀锌钢广泛运用于各行各业, 采用镀锌钢的好处是利用在空气中能够形成致密氧 化物保护层的金属锌来保护内部的钢结构。 在被焊接、划伤的情况下,由于 Zn-Fe 原电池的存在, 相对活泼的镀锌部分可以作为牺牲阳极, 延缓钢铁的锈蚀, 耐腐 蚀性良好。然而由于镀锌层的存在,在焊接中容易产生裂纹、气孔、夹渣,较难 得到良好的焊接质量。 镀锌钢一般是在低碳钢外镀一层锌, 镀锌层一般在 20um厚。锌的熔点在 419°C, 沸点 908°C 左右。在焊接中,锌熔化成液体浮在熔池表面或在焊缝根部位臵。 锌在铁中具有较大固溶度,锌液体会沿晶界深入浸蚀焊缝金属,低熔点锌形成 “液体金属脆化”。 同时,锌与铁可形成金属间脆性化合物, 如 Fe3Zn10、FeZn10 等。这些脆性相使焊缝金属塑性降低, 在拉应力作用下而产生裂纹。 如果焊接角 焊缝,尤其是 T形接头的角焊缝最容易产生
热门知识
焊接工艺的基本知识-
话题: 工程造价woainizixv
精华知识
焊接工艺的基本知识-
话题: 工程造价listen112980
最新知识
焊接工艺的基本知识-
话题: 工程造价guangdongwu
-
话题: 工程造价nihaokv2006
焊接工艺的基本知识相关专题
- 铸铁阀门有裂缝怎么焊接
- 建筑施工中钢筋焊接长度
- 焊接法兰阀门需要法兰片不
- 焊接钢管内防腐怎么施工
- 焊接施工单价如何确定
- 焊接式阀门如何试压
- 工地大门是怎么焊接的
- 现执行的国家焊接施工标准
- 干挂石材挂件能否焊接
- 高层建筑均压环焊接
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 可替代现有隔热保温材料的新型材料
- 以贯穿项目为核心载体的建筑工程技术专业素材库建设
- 多逆变器太阳能光伏并网发电系统的组群控制方法
- 影响萘高效减水剂与普通硅酸盐水泥适应性的关键因素
- 在全县非煤矿山和危化企业安全生产工作会议上的讲话
- 中国工程造价咨询业的发展趋势
- 支持并行工程和智能CAPP的制造资源建模技术
- 中共重庆市委重庆市人民政府关于建设平安重庆的决定
- 智能建筑工程报警与电视监控系统前端设备的安装施工
- 在“建筑节能与居住舒适”专题技术交流会议上的讲话
- 以MSP430FW427为核心的远程数字水表设计
- 园林绿化养护精细化管理对河源市园林景观的影响分析