




金属波纹管液压成型工艺 金属软管的制造工艺中,很重要的一个环节是液压成型。 液压加工是截面为圆形、椭圆形、矩形、跑道形等环状波纹管成型的普通工艺方法。调整 好模具和管坯料的相对位置以后,向管坯料内腔充压,再沿其轴向进行机械压缩,一根给长 度的波纹管就很快形成了。这是液压成型的一种方法,叫做多波一次成型法。一般作弹性元 件的波纹管,多采用这种加工方法。 但对作为金属软管本体的波纹管来讲, 该方法就不行了。 因为这类波纹管要求越长越好。为此,人们创造了另一种液压成型的方法,即单波连续成型 法。它能够在管坯料长度条件允许的情况下, 连续成型几十、 几百,甚至几千、几万个波纹。 使用时,可按所需长度或所需波纹数截取。从这个意义上来讲,它可以代替多波一次成型机 床。只要更换不同规格的模具,就可以生产不同规格的波纹管。可以说,单波连续成型机床 是波纹管加工的多功能设备,是该生产线上的关键设备。 一、单
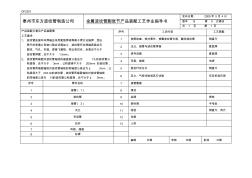
DF2201 泰州市东方波纹管制造公司 金属波纹管膨胀节产品装配工艺作业指导书 发布日期: 2009 年 5 月 4 日 版本 B 第 0 次修改 共 1 页 第 1 页 产品装配示意见产品装配图 工艺要求: 1、 波纹管连接环向焊缝应采用氩弧焊或等离子焊方法施焊,受压 筒节的承插口和坡口面应切屑加工,波纹管环向焊缝表面应无 裂纹、气孔、夹渣、焊接飞溅物、咬边和凹坑,余高应不大于 波纹管焊壁,且不大于 1.5mm。 2、 波纹管两端面对波纹管轴线的垂直度公差应为 1%的波纹管公 称直径,且不大于 3mm,公称直径不大于 200mm 的波纹管, 波纹管两端面轴线对波纹管轴线的同轴度公差应为¢ 2mm;公 称直径大于 200㎜的波纹管,波纹管两端面轴线对波纹管轴线 的同轴度公差为 1%的波纹管公称直径,且不大于¢ 5mm。 序号 工步内容 工艺装配 1 按图检查、核对零件、修整波纹管长度、酸
热门知识
金属波纹管成型设备-
话题: 工程造价baoshufang
精华知识
金属波纹管成型设备-
话题: 工程造价bobbystudy
-
话题: 工程造价muxing2325
-
话题: 工程造价lihui1987051
最新知识
金属波纹管成型设备-
话题: 室内设计pulrong1314
-
话题: 室内设计woshixinxi
金属波纹管成型设备相关专题
- 开关金属拉丝哪款好
- 烤瓷铝板属于金属板
- 烤漆金属板一般价格多少
- 可挠金属保护管是什么
- 可挠金属软管什么时候用
- 历史上金属铟的价格
- 中国钛金属哪里分布最多
- 轴承塑料盖好还是金属盖好
- 珠海金属线槽价格
- 铸石板如何与金属粘接
- 智能建筑工程报警与电视监控系统前端设备的安装施工
- 有源配电网设备利用率影响因子体系及其价值计算方法
- 正压送风对降低污水厂设备腐蚀的作用与实践(论文)
- 原材料(设备)合格证、试验报告汇总表碎石
- 智能建筑工程设计中的机电设备集成配置系统总体设计
- 新型的低压成套开关设备GGD型低压配电柜
- 智能建筑智能化工程名词解释-通信系统设备安装工程
- 政府投资工程类项目材料设备采购风险浅析及应对策略
- 执行设备工程监理规范提升地铁设备监理服务质量
- 以可靠性为中心的修在医疗设备维修领域的应用综述
- 一体化载体循环生物处理设备处理生活污水的中试
- 中国建筑金属结构协会给水排水设备分会人事任命通知
- 折叠式MCU航空电子设备通用机箱结构设计(论文)
- 中国建筑第八程局工业设备安装公司科技进步情况调查
- 榆树湾煤矿35KV变电所电气设备安装工程监理细则
- 厂房设备基础分部分项工程量清单与计价表
- 塑料注射成型实验课应用