




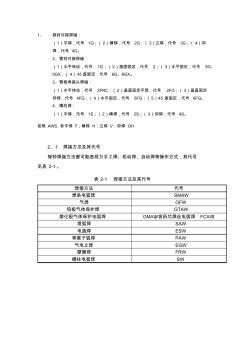
1、 板材对接焊缝: (1)平焊,代号 1G;( 2)横焊,代号 2G;( 3)立焊,代号 3G;( 4)仰 焊,代号 4G。 2、管材对接焊缝: (1)水平转动,代号 1G;( 2)垂直固定,代号 2;( 3)水平固定,代号 5G、 5GX;( 4) 45度固定,代号 6G、6GX。 3、管板角接头焊缝: (1)水平转动,代号 2FRC;( 2)垂直固定平焊,代号 2FG;( 3)垂直固定 仰焊,代号 4FG;( 4)水平固定,代号 5FG;( 5)45 度固定,代号 6FG。 4、螺柱焊: (1)平焊,代号 1S;( 2)横焊,代号 2S;( 3)仰焊,代号 4S。 按照 AWS ,有平焊 F,横焊 H,立焊 V,仰焊 OH 2、1 焊接方法及其代号 每种焊接方法都可能表现为手工焊、机动焊、自动焊等操作方式,其代号 见表 2-1。 表 2-1 焊接方法及其代号 焊接方法 代号 焊条
管道全位置自动焊接技术 管道全位置自动焊接就是指在管道相对固定的情况下, 焊接小车带动焊枪沿轨道围绕管壁运 动,从而实现自动焊接。一般而言,全位置自动焊接装置由焊接小车、行走轨道、自动控制 系统等部分组成。 研制全位置自动焊接装置的目的就是为了提高焊接质量和劳动生产率、 减 轻工人的劳动强度。 1 焊接小车 焊接小车是实现自动焊接过程的驱动机构, 它安装在焊接轨道上, 带着焊枪沿管壁作圆 周运动,是实现管口自动焊接的重要环节之一。 焊接小车应具有外形美观、 体积小、 重量轻、 操作方便等特点。 它的核心部分是行走机构、 送丝机构和焊枪摆动调节机构。 行走机构由电 机和齿轮传动机构组成, 为使行走电机执行计算机控制单元发出的位置和速度指令, 电机应 带有测速反馈机构, 以保证电机在管道环缝的各个位置准确对位, 而且具有较好的速度跟踪 功能。送丝机构必须确保送丝速度准确稳定, 具有较小的转动惯
热门知识
全位置焊接-
话题: 工程造价qiqiziqian
-
话题: 工程造价sunyiming1
精华知识
全位置焊接-
话题: 工程造价yzh-8861353
最新知识
全位置焊接-
话题: 工程造价wenjie_meng
-
话题: 工程造价fei_ms0317
全位置焊接相关专题
- 卡式炉是什么安全吗
- 考注册安全工程师有用
- 客房安全操作注意事项
- 矿山安全法应考的内容
- 矿区安全科主要负责什么
- 框架结构等电位怎样施工
- 兰州安全施工围挡哪里有租
- 利海亚洲国际车位多
- 立体停车位是怎么使用的
- 立体停车位是什么样子
- 在全县非煤矿山和危化企业安全生产工作会议上的讲话
- 云南省昆明市建设局建筑工程深基坑施工安全管理规定
- 全热回收地源热泵空调机组的系统及工程方案设计
- 云南省城镇照明工程安全生产规程(修订征求意见稿)
- 岳阳信息价,最新最全岳阳工程造价信息网信息价下载
- 中国焊接学会堆焊及表面工程专委会
- 云浮建筑施工领域安全管理联合执法检查专项行动方案
- 新型自行式全旋转桥梁检修车在桥梁工程中的应用
- 月份安全工作总结(20200812144457)
- 有关建设工程施工安全涉及常用法律法规标准规范清单
- 智能材料系统与结构工程构造安全监控
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 中国式驾驶室安全标准出台 或将导致卡车行业洗牌
- 云南某水电站水库一期蓄水安全鉴定工程施工自检报告
- 幼儿园教室坍塌事件中谈施工相邻影响及房屋安全检测
- 张能2号附件安全标准化管理考评评分细则-矿井-3