




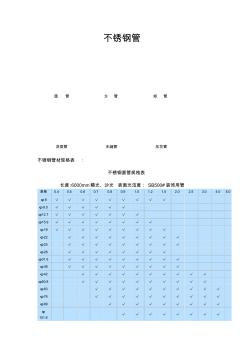
不锈钢管 圆 管 方 管 矩 管 异型管 无缝管 压花管 不锈钢管材规格表 : 不锈钢圆管规格表 长度 :6000mm 精光、沙光 表面光洁度: SB500# 装饰用管 规格 0.4 0.5 0.6 0.7 0.8 0.9 1.0 1.2 1.5 2.0 2.5 3.0 4.0 5.0 φ8 √ √ √ √ √ √ √ √ √ φ9.5 √ √ √ √ √ √ φ12.7 √ √ √ √ √ √ √ φ15.9 √ √ √ √ √ √ √ √ φ19 √ √ √ √ √ √ √ √ √ φ22 √ √ √ √ √ √ √ √ √ φ25 √ √ √ √ √ √ √ √ √ φ28 √ √ √ √ √ √ √ √ φ31.8 √ √ √ √ √ √ √ √ √ φ38 √ √ √ √ √ √ √ √ √ φ42 √ √ √ √ √ √ √ √ √ √ φ50.8 √ √ √ √ √ √ √
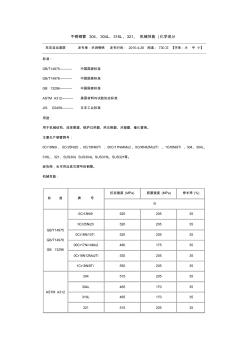
不锈钢管 304、304L、316L、321、 机械性能 |化学成分 双击自动滚屏 发布者:华润钢铁 发布时间: 2010-4-26 阅读: 730次 【字体:大 中 小】 标准: GB/T14975----------- 中国国家标准 GB/T14976----------- 中国国家标准 GB 13296----------- 中国国家标准 ASTM A312---------- 美国材料与试验协会标准 JIS G3459---------- 日本工业标准 用途: 用于机械结构、流体管道、锅炉过热器、热交换器、冷凝器、催化管等。 主要生产钢管牌号: 0Cr18Ni9 、 0Cr25Ni20 、0Cr18Nil0Ti 、00Cr17Nil4Mo2、0Crl8Nil2Mo2Ti 、1Crl8Ni9Ti 、304、304L、 316L、321、SUS304、SUS304L、SUS316L、S
热门知识
碳钢衬不锈钢管-
话题: 室内设计dynamic1981
-
话题: 工程造价candyfishyu
精华知识
碳钢衬不锈钢管-
话题: 项目管理liangml2000
-
话题: 工程造价xiaobai000
-
话题: 工程造价qingfeng007
最新知识
碳钢衬不锈钢管-
话题: 造价管理Q331504986
碳钢衬不锈钢管相关专题
- 冷拔低碳钢丝是什么钢筋
- 冷拔低碳钢丝网是什么钢筋
- 冷拨低碳钢丝代号是什么
- 冷轧板是碳钢么
- 中碳钢的碳含量是多少
- 轴承钢与碳钢的区分
- 铸钢(碳钢)和锻钢的区别
- 铸钢和低碳钢哪个适宜铸造
- 铸钢和碳钢材质有什么不同
- 铸铁和碳钢材质能焊接吗
- 影响常温固化FEVE氟碳涂料耐酸碱性能的因素
- 依萨河二级水电站钢衬钢筋混凝土地面管与应用
- 关于非不锈钢管道、设备系统凝结水回收节能技术改造
- 机械球磨与放电等离子体烧结制备碳纳米管/铜复合材料
- 合金钻头全面钻进法在野马泉矿区碳质灰岩地层中应用
- 国家发改委发布国家重点节能低碳技术推广目录公告
- 含表面缺陷双相不锈钢管道非匹配焊接接头安全评定
- 基于低碳视角乡村景观设计以温州盘垟村为例
- 某含砷、锑及有机碳难处理金矿石浮选工艺改造生产实践
- 高强不锈钢管数控弯曲回弹对材料参数的敏感性
- 热锻及冷加工碳素钢和合金钢棒
- 循环利用特钢生产后的废水提高不锈钢管材强度的工艺研究
- 60t电弧炉冶炼GCr15轴承钢终点碳精确控制工艺实践
- 孔隙率对碳纤维/环氧树脂复合材料层合板湿热性能的影响
- 一般用途的无缝和焊接不锈钢管规范
- 内衬不锈钢管施工工法
- 4×16500KVA高碳铬铁矿热炉生产线项目可行性报告